Welding BLOG

What is a Basic Electrode?
What is a Basic Electrode?A basic electrode is one of the coated electrode types with a low hydrogen basic coating, used to achieve welds with high mechanical properties. It is especially preferred in applications requiring high strength, impact resistance, and crack resistance.Basic electrodes minimize the hydrogen content in the weld metal, reducing the risk of hydrogen-induced cracking. Thanks to these properties, they are widely used in heavy industry, steel construction, and pressure vessel manufacturing.Main Features of Basic Electrodes? Low Hydrogen Content The main advantage of basic electrodes is that they limit hydrogen formation during welding. This ensures safe welding, especially in thick-section and high-carbon steels.? High Mechanical StrengthHigh tensile and yield strengthGood impact toughness even at low temperaturesResistance to fatigueThese properties make basic electrodes indispensable in structural and load-bearing components.? Quality and Homogeneous Weld SeamBasic electrodes help achieve proper penetration and a smooth weld seam. They ensure a high standard of quality, particularly in critical welding applications.Where to Use the Basic Electrodes?Basic electrodes are preferred in applications requiring high strength, like;Steel construction structuresBridge and load-bearing building systemsPressure vessels and boiler manufacturingShipbuilding and heavy industry applicationEnergy, pipelines, and machinery manufacturingWhat to Consider When Using Basic ElectrodeThere are some points that should be observed to achieve optimal performance from basic electrodes:Drying and Storage Conditions: They are highly prone to moisture absorption and should therefore be stored in a dry environment and preheated if necessary.Correct Current and Polarity Selection: They are generally used with DC+ (electrode positive).Operator Experience: Basic electrodes require more skill compared to rutile electrodes.Difference Between Basic and Rutile ElectrodesFeatureBasic ElectrodeRutile ElectrodeHydrogen LevelLowHighMechanical StrengthHighMediumCrack RiskLowHigherEase of UseMedium – DifficultEasyTypical ApplicationsHeavy industry, structuralGeneral manufacturingGedik Kaynak Basic Electrode SolutionsGedik Kaynak, offers basic electrodes manufactured in accordance with international standards, combining high strength, reliability, and weld quality. Developed for demanding industrial applications, these products provide long-lasting and safe welding solutions.Right Electrode Selection for Strong StructuresBasic electrodes deliver high performance in critical and load bearing welding applications, enhancing structural safety. Maximum efficiency can be achieved through correct electrode selection and proper usage conditions.

Why Does the Electrode Stick During Welding?
Why Does the Electrode Stick During Welding?The electrode sticking to the workpiece during welding is a common problem that can be encountered by both beginners and experienced welders. This situation reduces weld quality, causes loss of time, and leads to electrode waste. The main reasons behind electrode sticking are usually incorrect parameter selection or unsuitable application conditions.Main Causes Why Electrode Sticks1. Low Current SettingOne of the most common reasons is setting the welding current too low for the electrode diameter and material thickness.Low current causes an unstable arcThe electrode does not melt sufficiently and sticks to the workpiece Solution: Set the amperage value according to the electrode diameter.2. Incorrect Electrode SelectionIncompatibility between the base material and the electrode type can cause sticking.Basic electrodes are more sensitive compared to rutile electrodesAn incorrect electrode makes it difficult to achieve a stable arcSolution: Choose an electrode suitable for the application and the material.3. Moist or Improperly Stored ElectrodesEspecially basic electrodes are highly sensitive to moisture. Moist electrodes:Make arc ignition difficultCause the electrode to stick frequently.Solution: Store electrodes in a dry environment and, if necessary, use them after baking.4. Incorrect Arc Striking TechniquePressing the electrode too hard against the workpiece or contacting it at the wrong angle can lead to sticking. Solution: Start the arc using a light scratching motion or a brief touch.5. Low Voltage or Insufficient Machine PerformanceInsufficient output power of the welding machine or power supply fluctuations negatively affects arc stability. Solution: Use a welding machine that is professional and provides stable current.6. Dirty or Oxidized SurfaceThe presence of oil, rust, or paint on the surface to be welded makes arc formation difficult and may cause the electrode to stick. Solution: Make sure to clean the surface before welding.Tips to Prevent Electrode StickingSet the current according to the electrode diameterStore electrodes in a dry and suitable environmentMaintain the correct welding angle and arc lengthEnsure regular maintenance of the welding machineClean the workpiece surface before weldingMore Stable and Safe Welding with Gedik WeldingGedik Welding, offers electrodes and welding solutions produced to high-quality standards, providing a stable arc, easy ignition, and reliable performance. With the right product selection, issues such as electrode sticking during welding are minimized.Correct Settings, Continuous WeldingElectrode sticking during welding is often caused by minor setting errors. With the right electrode selection, proper current adjustment, and correct technique, it is possible to achieve cleaner, stronger, and uninterrupted weld seams.

Why Is Choosing the Right MIG/MAG Welding Machine Important?
Why Is Choosing the Right MIG/MAG Welding Machine Important?MIG/MAG welding machines are essential equipment in industrial manufacturing in terms of production speed, weld quality, and operational efficiency. Choosing the wrong machine can result in low performance, frequent breakdowns, high consumption of consumables, and quality issues.Therefore, selecting a MIG/MAG welding machine that fits your specific needs is critically important for long-term production success.1. Type of Material to Be WeldedThe first criterion in machine selection is the material to be welded:Carbon and alloy steelsStainless steelsAluminium and its alloysEspecially for aluminium welding, machines with pulse functionality and stable arc control should be preferred.2. Amperage Range and Power CapacityThe amperage capacity of the machine should be suitable for the thickness of the material to be welded:Thin sheets → Low amperage rangeThick sections → High amperage capacityInsufficient power can lead to penetration problems, while excessive power may cause deformation.3. Wire Feeding System and Wire Diameter CompatibilityIn MIG/MAG welding machines, the wire feeding system directly affects weld quality:Stable and powerful wire feeding mechanismCompatibility with different wire diametersContinuous, uninterrupted feeding during long operating periodsEspecially in aluminum welding, wire feeding performance is of great importance.4. Cooling System (Air-Cooled / Water-Cooled)Depending on the intensity of use:Air-cooled machines: Suitable for low to medium-duty applicationsWater-cooled machines: Designed for high amperage and continuous operationFor long-term production, water-cooled systems help extend equipment lifespan.5. Arc Control Technology and Pulse FunctionIn modern MIG/MAG welding machines, features such as:Pulse welding capabilityDigital arc controlIntelligent systems that reduce spatterenhance weld bead quality and improve operator comfort.6. Ease of Use and Operator InterfaceA machine that features:A digital displayPreset programsEasy parameter adjustmenthelps reduce operator errors and ensures production continuity.7. Duty CycleThe duty cycle indicates how long the machine can operate at a specific amperage.A high duty cycle value means uninterrupted and reliable production.8. Service, Spare Parts, and Technical SupportWhen selecting a machine, factors such as:A widespread service networkEasy availability of spare partsTechnical support and training opportunitiesare of great importance for long-term use.Choosing the Right MIG/MAG Welding Machine with Gedik WeldingGedik Welding provides reliable solutions for businesses with its MIG/MAG welding machines developed to meet different production needs, along with high-performance wires and consumables. With its technical consultancy support, it helps ensure that the right machine is used for the right application.ConclusionThe selection of a MIG/MAG welding machine should be made by considering production capacity, quality expectations, and working conditions. Using the right machine not only improves weld quality but also provides long-term cost advantages.

What is MIG/MAG Welding?
What is MIG/MAG Welding?MIG/MAG welding is an arc welding method performed using a continuously fed welding wire and shielding gas. During the welding process, the wire electrode continuously advances into the weld pool and melts, joining the base metals.MIG and MAG welding methods basically operate on the same principle; the difference lies in the type of shielding gas used.MIG (Metal Inert Gas): Inert gases such as argon are used.MAG (Metal Active Gas): Active gases such as CO₂ or a mixture of argon + CO₂ are used.This method is one of the most widely used welding techniques in industry due to its high speed and high-quality weld seams.How Does MIG/MAG Welding Work?The process of MIG/MAG welding proceeds as follows:The welding machine continuously feeds the wire electrode.An electric arc forms between the wire and the workpiece.The wire electrode melts, forming the weld pool.The shielding gas isolates the weld pool from the atmosphere.This process ensures smooth, clean, and high-strength weld seams.Difference Between MIG and MAG WeldingFeatureMIG WeldingMAG WeldingGas UsedInert (Argon, Helium)Active (CO₂, Ar+CO₂)Material TypeAluminum, Stainless SteelCarbon and Alloy SteelsWeld AppearanceCleaner and more aestheticHigher penetrationArea of UsagePrecision and thin workHeavy industry and mass productionAdvantages of MIG/MAG WeldingHigh welding speedContinuous operation thanks to the wire feedSuitable for automation and robotic systemsLow spatter and smooth weld appearanceAdaptable to different materials and thicknessesThese advantages make MIG/MAG welding ideal for mass production.Where are MIG/MAG Welding used?MIG/MAG welding has a very wide range of applications:Automotive and automotive sub-industrySteel construction and manufacturingPressure vessels and tank productionPipe and profile weldingMachinery and equipment manufacturingIt is frequently preferred in industrial applications that require high efficiency.Points to Consider in MIG/MAG WeldingFor successful MIG/MAG welding:Select the correct wire diameter and typeSet the appropriate shielding gas and gas flow rateCorrectly determine current and voltage parametersControl the torch angle and distanceIncorrect settings can lead to quality problems such as spatter, porosity, and insufficient penetration.Which Materials Can Be Welded with MIG/MAG Welding?Carbon steelsLow-alloy steelsStainless steelsAluminum and aluminum alloysChoosing the appropriate wire and gas for the material directly affects welding performance.Strong Performance with Gedik Welding in MIG/MAG ApplicationsGedik Welding provides reliable solutions in industrial production with its high-performance welding machines, welding wires, and technical support services designed for MIG/MAG welding applications. Thanks to stable arc performance and efficient systems, it ensures high-quality and repeatable welding results.ConclusionMIG/MAG welding is a modern welding method that combines speed, quality, and efficiency. When applied with the right equipment, suitable consumables, and correct parameters, it produces durable and high-strength welded joints.

What is Welding Cooling Fluid?
What is Welding Cooling Fluid?Welding cooling fluid is a special liquid used primarily in water-cooled welding machines and torches to control the high heat generated during welding. This fluid circulates through channels within the torch, preventing the equipment from overheating and ensuring stable operating conditions.In high-amperage and long-duration welding applications, cooling fluid plays a critical role in maintaining the system’s safety and efficiency.What is the Purpose of Welding Cooling Fluid?The main functions of welding cooling fluid are:Reduces heat generated in the welding torchExtends the lifespan of the torch and cablesPrevents malfunctions caused by overheatingEnsures stable arc performanceIncreases safety during long-duration and high-current operationsUsing insufficient or inappropriate cooling fluid can lead to torch damage and production interruptions.Which Welding Systems Does It Work With? Welding cooling fluids are generally used in the following systems:Water-cooled TIG welding machinesWater-cooled MIG/MAG welding torchesPlasma cutting systemsHigh-amperage industrial welding applicationsWhile air-cooled systems may be sufficient for low-current and short-duration operations, liquid cooling is preferred in heavy industrial applications.Characteristics of Welding Cooling FluidA high-quality welding cooling fluid should:Have high heat transfer capacityPrevent corrosion and deposit formationHave low electrical conductivityBe resistant to freezing and evaporationBe compatible with pump and hose systemsUsing only water can cause corrosion and system damage over time.What You Need to Know When Choosing Welding Cooling FluidMachine and Torch CompatibilityThe cooling fluid used should comply with the recommendations of the welding machine and torch manufacturer.Operating ConditionsHigh amperageLong-duration weldingHigh-temperature environmentsIn these cases, high-performance cooling fluids should be preferred.Corrosion ProtectionFluids containing anti-rust and anti-corrosion additives help extend the system’s lifespan.Freeze and Evaporation ResistanceFor systems operating in cold environments, fluids with a low freezing point are important.Cooling Fluid Maintenance and Usage TipsCheck fluid levels regularlyReplace the fluid periodicallyDo not use contaminated or sludge-formed fluidsInspect the system for leaksRegular maintenance helps preserve the performance of welding equipment.Reliable Cooling Solutions with Gedik WeldingGedik Welding provides reliable and sustainable performance in welding processes through high-performance welding machines, water-cooled torch systems, and solutions suitable for industrial applications. Using the right equipment correctly is a key factor in ensuring consistent welding quality.ConclusionWelding cooling fluid is a critical component that ensures welding equipment operates efficiently, safely, and with a long service life. Especially in high-amperage and continuous welding applications, using the appropriate cooling fluid reduces equipment costs and supports uninterrupted production.

Things You Should Know When Choosing a Welding Electrode
Things You Should Know When Choosing a Welding ElectrodeStrong and High-Quality Welds with the Right Electrode SelectionWhy Is Choosing the Right Welding Electrode Important?Electrode selection is a critical factor for the strength, penetration, and longevity of the weld. Using the wrong electrode can lead to cracks, porosity, poor bonding, and high rework costs.Therefore, selecting an electrode suitable for the specific welding application forms the foundation of weld quality.1. Identify the Base Metal CorrectlyThe first step in selecting an electrode is determining the type of base metal to be welded:Carbon steelsLow-alloy steelsStainless steelsCast ironAluminum and aluminum alloysElectrodes specifically developed for each metal group should be used. A wrong match can significantly reduce mechanical strength.2. Consider the Electrode Coating TypeIn covered electrodes, the type of coating directly affects welding performance:Rutile electrodes: Easy arc striking, smooth weld bead, general-purpose applicationsBasic electrodes: High strength, low hydrogen, critical structuresCellulosic electrodes: Deep penetration, vertical-down positionsThe correct coating should be chosen according to the application conditions.3. Take the Welding Position into AccountThe welding position is a determining factor in electrode selection:Flat (PA)Horizontal (PB)Vertical (PF/PG)Overhead (PE)Some electrodes can be used in all positions, while others are suitable only for specific positions.4. Choose the Correct Electrode DiameterThe electrode diameter should be selected based on material thickness and welding current:Thin materials: Small-diameter electrodesThick sections: Larger-diameter electrodesUsing the wrong diameter can cause issues such as excessive burn-off, spatter, or insufficient penetration.5. Check Mechanical Strength and Standard RequirementsWhen evaluating a welded joint, factors such as:LoadPressureVibrationTemperature variationsshould be taken into account. It is crucial that the electrode complies with relevant EN, AWS, or ISO standards.6. Welding Environment and Working ConditionsField conditions can be a determining factor in electrode selection:Outdoor or windy environmentsHumidity and temperature conditionsHard-to-reach welding pointsIn such cases, electrodes with high arc stability and wide usability tolerance should be preferred.7. Don’t Forget Storage and Usage ConditionsProper storage of electrodes is critical for their performance:Protect from humidityBake when necessaryStore properly after opening the packagingMoisture, especially in basic electrodes, directly affects weld quality.The Right Electrode, the Right Result with Gedik WeldingGedik Welding offers reliable solutions with its high-performance welding electrodes, developed to meet the needs of different industries and applications. Our products provide a stable arc and high mechanical strength, ensuring quality and consistency in welding processes.ConclusionChoosing a welding electrode is not just a consumable selection—it is a strategic decision for weld safety, strength, and quality. With the right electrode, you can increase production efficiency while achieving long-lasting welded joints.

What Is a Welding Electrode?
What Is a Welding Electrode?A welding electrode is a basic consumable material that carries electrical current during arc welding, enables the formation of the arc, and in some welding methods serves as filler metal. The electrode provides electrical conduction between the welding machine and the base metal and plays a critical role in the formation of the weld pool.Weld quality is directly dependent on the type of electrode, its coating, and proper selection.Functions of a Welding ElectrodeA welding electrode does more than just conduct electrical current; it also:Enables the formation of the welding arc and keeps it stableHelps melt the base metalCompletes the joint by acting as filler metalProtects the weld pool from atmospheric effectsDetermines the mechanical properties of the weld beadFor this reason, electrode selection directly affects the success of the welding process.Types of Welding ElectrodesCovered Electrodes (MMA / Stick Welding)This is the most commonly used type of electrode.The outer surface is coated with a special coverForms a shielding gas and a slag layerSuitable for field workExamples: Rutile, basic, and cellulosic electrodes.TIG Electrodes (Tungsten Electrodes)Non-consumable electrodesProvide high arc stabilityIdeal for precise and high-quality welding applicationsThey are generally used for stainless steel, aluminum, and thin materials.MIG/MAG Welding Wires (Continuous Electrodes)Supplied in the form of a continuously fed wireOffer high speed and efficiencySuitable for automationThey are widely preferred in mass production lines.What Is the Purpose of Electrode Coating?In covered electrodes, the coating:Protects the weld pool from oxygen and nitrogenImproves arc stabilityReduces spatterEnables slag formationEnhances mechanical strengthThe type of coating determines the electrode’s application area and performance.How to Choose the Right Welding ElectrodeWhen selecting an electrode, the following criteria should be considered:Type of base metal to be weldedMaterial thicknessWelding positionWelding method usedMechanical strength and standard requirementsChoosing the wrong electrode can lead to serious quality issues such as cracks, porosity, and weak welds.Precautions When Using Welding ElectrodesElectrodes should be protected from humidityBasic electrodes must be baked before useProper current and polarity settings should be appliedElectrode diameter should be chosen according to material thicknessFollowing these rules improves weld quality and consistency.High-Performance Electrode Solutions by Gedik WeldingGedik Welding offers reliable and high-performance solutions with its covered electrodes, TIG electrodes, and welding wires developed for various industries and applications. Our products, compliant with international standards, ensure quality, strength, and efficiency in welding operations.ConclusionThe welding electrode is one of the fundamental components of the welding process. Proper electrode selection and correct usage techniques ensure strong, reliable, and long-lasting welds. To enhance quality in industrial production, it is essential to understand the characteristics of the electrode and its applications.

What is a Welding Glove?
What is a Welding Glove?A welding glove is personal protective equipment used to protect the operator’s hands during welding operations against high heat, sparks, splashes of molten metal, mechanical impacts, and electrical risks.Since the risks that occur during welding directly affect the hands and wrist parts, the correct usege of welding gloves has critical importance for both occupational safety and work efficiency.Functions of Welding GlovesA welding glove does not only provide protection; it also affects welding performance:Provides protection against high temperaturesProvides protection against high temperaturesOffers resistance to mechanical impactsImproves hand control and grip strength during weldingEnsures comfort during long working periodsUsing unsuitable gloves can lead to serious occupational accidents and loss of workforce.Things You Need to Know When Choosing Welding Gloves1. Suitability for the Type of Welding PerformedThe welding method is a determining factor in glove selection:MIG/MAG Welding: Heat-resistant gloves with medium flexibilityTIG Welding: Thinner gloves offering high finger sensitivityElectrode (MMA) Welding: Thick gloves with high heat and spatter protectionSince each welding method involves different risks, a single type of glove is not suitable for every application.2. Heat and Flame ResistancyWelding gloves must be produced from materials that are resistant to high tempatures. Commonly preferred materials include:Heat-resistant leather (cowhide, goatskin, or sheepskin)Flame-resistant stitching threadsLong-cuff designsInsufficient heat protection can lead to a serious risk of burns.3. Balance Between Glove Thickness and FlexibilityThe thicker the glove, the higher the level of protection; however, flexibility decreases.Therefore:Thinner and more flexible gloves should be preferred for precision workThicker gloves should be used for heavy-duty and intensive welding applicationAchieving the right balance improves both safety and welding quality.4. Wrist and Forearm ProtectionDuring welding, splashes can harm not only the hands but also the wrists and forearms.Therefore:Gloves with long cuffsDesigns that fully cover the wristprovide extra protection and enhance occupational safety.5. Standards and CertificationsWelding gloves must comply with relevant occupational safety standards.Particularly;EN 388 (mechanical risks)EN 407 (heat and fire risks)products that meet the above-mentioned standards should be preferred.6. Comfort and Long-Term UseWelding operations often involve long working periods. Therefore:Inner linings that reduce sweatingErgonomic cutsNon-slip surfacesincrease operator comfort and work efficiency.Safe and Professional Welding Practices with Gedik WeldingGedik Welding supports a professional approach not only in consumables and machines but also in occupational safety and the proper use of equipment. Choosing the right protective equipment is as important as achieving high-quality welding.ConclusionWelding gloves are one of the fundamental elements of welding safety. Choosing the right gloves protects the operator and ensures that welding operations are carried out in a more controlled, safe, and efficient manner. Using appropriate gloves according to the type of welding and working conditions plays a critical role in preventing occupational accidents.

What Are the Types of Welding?
The Most Common Welding Methods Used in IndustryWhat Are the Types of Welding?Welding types refer to the different techniques used to join metals or thermoplastic materials by applying heat, pressure, or a combination of both. Each welding method offers distinct advantages in terms of the equipment used, application areas, welding quality, and cost.Choosing the right welding method is critical for production quality and achieving long lasting joints.The Most Commonly Used Welding TypesElectrode (Arc) Welding – MMAUses a coated electrodeSuitable for open-air and field workRequires simple equipmentCommonly preferred in construction, maintenance, and heavy industry.MIG/MAG WeldingContinuous wire-fed welding methodProvides high speed and efficiencySuitable for automation Frequently used in automotive, mass production, and manufacturing lines.TIG WeldingUses a non-consumable tungsten electrodeProvides high weld quality and precisionIdeal for thin materialsPreferred for stainless steel, aluminum, and precision manufacturing.Gas WeldingUses oxygen and combustible gases Portable and simple methodLimited heat control Generally used for repairs and small-scale applications.Plasma WeldingHas high energy densityProvides deep penetrationPrecise and strong welding methodUsed in defense, aerospace, and advanced engineering applications.Laser WeldingUses a concentrated laser beamOffers low distortion and high speedSuitable for automation and robotic systemsProminent in automotive and high-precision manufacturing.Resistance WeldingJoins materials using electrical resistance and pressureSuitable for mass productionIncludes spot and seam welding applicationsCommon in the home appliance and automotive industries.Things You Should Know When Choosing Welding Types1. Base Material TypeThe material to be welded directly determines the method:Carbon steelsStainless steelsAluminum and its alloysCast ironEach material requires different heat input and welding technique.2. Material ThicknessTIG or laser welding for thin sheetsMIG/MAG or electrode welding for thick sectionsChoosing the wrong method can cause deformation or insufficient penetration.3. Production Speed and CostMass production: MIG/MAG, resistance, or laser weldingLow-volume jobs: Electrode or TIG weldingChoosing the right method optimizes costs and production time.4. Weld Quality and Strength RequirementsIn critical applications, the following should be considered:Weld seam qualityMechanical strengthStandards and certification requirements5. Working EnvironmentOpen areas: Electrode weldingClosed and controlled environments: MIG/MAG, TIG, laserEnvironmental conditions affect the success of the welding method.6. Operator Experience and EquipmentSome welding methods require:Higher operator skillAdvanced equipment and automationThe existing infrastructure should be properly evaluated.Gedik Welding and the Right Welding TechnologyGedik Welding supports businesses in choosing the right welding technology by providing welding machines, welding consumables, and technical consultancy services for various industries. It combines quality and efficiency with solutions tailored to production needs.ConclusionChoosing the right welding method from among the various types is a strategic decision in terms of production quality, cost, and workplace safety. A proper selection based on material type, production volume, and quality expectations ensures durable and reliable welded joints.

What is a Welding Arc? How It Forms and Its Effects on Welding Quality What is a Welding Arc?
What is a Welding Arc? How It Forms and Its Effects on Welding QualityWhat is a Welding Arc?A welding arc is a high-temperature, controlled electrical plasma discharge that occurs between the electrode of the welding machine and the base metal. This arc melts the metal surfaces and creates a weld pool, allowing the parts to be permanently joined.Arc welding methods form the foundation of the most widely used welding techniques in the industry.How Does a Welding Arc Form?The formation of a welding arc occurs in three main stages:The electrode comes into contact with the workpiece.When the contact is broken, the electric current becomes ionized.An arc is generated between the electrode and the metal.The temperature of this arc can reach approximately 6,000–8,000°C. The resulting high heat allows the base metal and filler metal to melt in a controlled manner.Functions of the Welding ArcThe welding arc is not just a source of heat. It also:Melts the base metalTransfers the filler metal into the weld poolDetermines the shape of the weld beadAffects weld penetration and strengthTherefore, having a stable and controlled arc is critically important for welding quality.Types of Welding ArcsThe characteristics of the arc vary depending on the welding method:Short ArcSuitable for thin materialsLess spatterControlled heat inputSpray ArcOperates at high currentProvides deep penetrationPreferred for thick sectionsPulsed ArcBalances heat inputLow spatterHigh weld qualityIn particular, in modern MIG/MAG and TIG welding machines, arc control is digitally optimized.Factors Affecting Welding Arc StabilityFor a welding arc to remain stable, the following factors are important:Correct current and voltage settingsProper selection of electrode or wireType and flow rate of shielding gasTorch angle and welding distanceArc control technology of the welding machineIncorrect settings can cause spatter, porosity, insufficient penetration, and weak weld formation.The Relationship Between Welding Arc and Welding QualityA stable welding arc results in:Smoother and more aesthetically pleasing weldsHigher mechanical strengthLess need for reworkLower consumption of consumablesThis provides advantages in production in terms of time, cost, and quality.Gedik Welding with Controlled and Powerful Arc PerformanceGedik Welding offers maximum performance in industrial welding applications through welding machines equipped with advanced arc control technologies, as well as high-quality welding wires and electrodes. Our products adapt to different arc characteristics, helping to achieve stable, reliable, and repeatable welding results.ConclusionThe welding arc is the heart of the welding process. Proper formation and control of the arc directly affect the strength, appearance, and performance of the weld. A welding arc created with the right equipment and correct parameters is the key to long-lasting and reliable joints.

Things You Should Know While Choosing Casting Electrodes
Things You Should Know While Choosing Casting ElectrodesStrong Welds with Low Risk of Cracks Using the Right ElectrodeWhy Is Electrode Selection Critical in Casting Welding?Casting materials are among the most difficult materials to weld due to their high carbon content, brittle structure, and heterogeneous microstructure. Incorrect electrode selection can lead to serious problems such as post-weld cracking, breakage, hardening, and loss of machinability.Therefore, choosing the right electrode for casting welding is a fundamental factor for welding success.1. Correctly Identify the Type of Casting MaterialBefore selecting an electrode, the type of casting material to be welded must be clearly identified:Gray cast ironDuctile (spheroidal graphite) ironMalleable (tempered) ironWhite cast ironSince each type of casting has different mechanical properties, using a single type of electrode is not appropriate.2. Prefer Nickel-Based ElectrodesNickel-based electrodes are the most common and reliable choice in casting welding.Pure nickel electrodes:High machinabilityLow risk of crackingIdeal for precise and repair weldsNickel-iron (Ni-Fe) electrodes:Higher mechanical strengthSuitable for parts subjected to heavy loadsThe correct alloy should be selected according to the purpose of the application.3. Consider Post-Weld Machinability RequirementsIf machining will be performed after welding, the electrode selection should be suitable for this purpose.Pure nickel electrodes → high machinabilityHigh-iron electrodes → harder structureThis criterion must be taken into account for repair and maintenance applications that require machinability.4. Electrode Selection to Minimize Cracking RiskThe greatest risk in casting materials is cracks that form during cooling. Therefore, electrodes should be chosen that:Have low hydrogen contentFeature designs that control heat inputUse alloys that provide elastic and tough weld metal5. Welding Method and Application ConditionsIn casting welding, the following are generally applied:Electrode (MMA) weldingLow amperageShort welds (step welding)The electrode must be suitable for these working conditions.6. Consider Preheating and Cooling ConditionsElectrode selection should also take into account the preheating method to be applied:Preheated weldingCold welding (without preheating, controlled)Some electrodes are more suitable for use with low preheating.7. Standards and Application SafetyThe selected casting electrode should:Comply with EN, ISO, or AWS standardsBe suitable for the welding positionHave clear application instructionsThese criteria are of great importance for industrial safety and quality.Reliable Solutions in Casting Welding with Gedik WeldingGedik Welding offers nickel-based casting electrodes developed for casting repair and manufacturing applications, providing welds that are durable, machinable, and have a low risk of cracking. With technical support and proper product guidance, it helps achieve reliable results in casting welding. ConclusionSelecting a casting electrode is not just a choice of consumable; it is a strategic decision that directly affects post-weld performance. By choosing an electrode that matches the type of casting, machinability requirements, and working conditions, strong, reliable, and long-lasting welded joints can be achieved.

What is Pipe Welding?
What is Pipe Welding?Pipe welding is the process of joining pipes that carry liquids, gases, or steam in a leak-proof and durable manner using welding techniques. It is critically important for the safe operation of pipelines in energy, petrochemical, construction, infrastructure, and process facilities.Since welded pipes operate under high pressure and temperature, pipe welding requires greater precision and technical expertise compared to standard welding applications.The Importance of Pipe WeldingWelds in piping systems:Directly affect system safetyDetermine the risk of leaks and explosionsEnsure the long-term operation of the facilityTherefore, using the correct welding method, appropriate welding consumables, and controlled application is of vital importance in pipe welding.Most Common Pipe Welding MethodsElectrode (MMA) WeldingCommonly used in field applicationsSuitable for outdoor conditionsParticularly preferred for root pass weldingFrequently used in maintenance, repair, and installation work.TIG WeldingProvides high weld quality and precisionIdeal for thin-walled pipesPreferred for stainless steel and alloy pipesCommonly used for root pass welding in critical lines.MIG/MAG WeldingOffers high speed and efficiencyEffective for thick-walled pipesSuitable for mass production and workshop environmentsFrequently used for filler and cover passes.Orbital WeldingProvides automatic and repeatable weldingMinimizes human errorIdeal for lines requiring hygiene and precisionPreferred in food, pharmaceutical, and semiconductor facilities.Welding Positions Used in Pipe WeldingPosition information is critical in pipe welding:1G / PA: Flat position2G / PC: Horizontal position5G: Fixed pipe – horizontal axis6G: Fixed pipe – inclined (most difficult position)Especially 5G and 6G positions are important criteria for welder qualification.Key Considerations in Pipe WeldingFor successful pipe welding:Pipe ends should be properly prepared (beveling, chamfering)Root gap and alignment must be correctly setAppropriate electrode or filler wire should be selectedHeat input should be applied in a controlled mannerPost-weld inspections must be conductedThese steps significantly reduce the risk of cracks and leaks.Where is Pipe Welding Used?Pipe welding plays a critical role in many industries:Oil and natural gas pipelinesPower plantsChemical and petrochemical facilitiesHeating, cooling, and air conditioning systemsIndustrial process linesIn these areas, weld quality is directly related to operational safety.Reliable Solutions in Pipe Welding with Gedik WeldingGedik Welding provides industrial-standard solutions for pipe welding applications with high-performance welding machines, wires, and electrodes. Thanks to its technical expertise and product variety, it supports achieving optimal welding performance for different pipe diameters and materials. ConclusionPipe welding is a critical application that requires high safety, strength, and leak-proof performance. With the correct welding method, appropriate consumables, and experienced application, it is possible to create long-lasting and reliable piping systems.

What is Aluminum Welding?
What is Aluminum Welding?Aluminum welding is the process of joining aluminum and aluminum alloys—known for their light weight, high corrosion resistance, and thermal conductivity—using appropriate welding methods. It plays a critical role in many industries, from automotive to aerospace, defense, and construction.However, the physical and metallurgical properties of aluminum make the welding process more delicate compared to traditional metals like steel. Therefore, proper equipment, consumables, and technical knowledge are of great importanceFactors That Make Aluminum Welding DifficultAluminum welding comes with some specific challenges:High thermal conductivity: Heat spreads quickly, making it difficult to control the weld pool.Oxide layer (Al₂O₃): This naturally forming layer on aluminum surfaces has a higher melting point than the base metal.Low melting point: Excessive heat input increases the risk of burning and distortion.Porosity formation: Improper shielding gas or surface contamination can lead to porosity in the weld.For these reasons, aluminum welding requires experience and the right technology.The Most Common Aluminum Welding MethodsTIG (GTAW) WeldingThis is one of the most frequently preferred methods for aluminum welding.High weld qualityPrecise heat controlIdeal for thin materialsThe use of AC current effectively breaks the oxide layer.MIG (GMAW) WeldingPreferred for mass production and thick sections.High speedAutomation compatibilityProduction efficiencyThe wire feeding system and correct wire selection are critical in aluminum MIG welding.Lazer WeldingUsed in applications requiring high precision and minimal distortion.Narrow HAZ (Heat-Affected Zone)High speed and repeatabilityCommonly used in automotive and aerospace industriesCorrect Selection of Welding Consumables in Aluminum WeldingFor successful aluminum welding, the following are required:Appropriate aluminum wire (e.g., AlSi or AlMg alloys)Correct shielding gas (usually pure argon or an argon–helium mixture)Cleaned and oxide-free surfaceIncorrect selection of welding consumables directly affects mechanical strength and overall weld quality.Tips to Improve Quality in Aluminum WeldingAlways clean the surface before weldingApply heat input in a controlled mannerSelect the correct current type and parametersUse a welding machine and torch suitable for the applicationProfessional equipment and proper settings significantly reduce the risk of defective weldings.Reliable Aluminum Welding Solutions with Gedik WeldingGedik Welding provides reliable solutions for industrial applications through high-quality welding wires, welding machines, and technical consulting services for aluminum welding. With products specifically developed to meet the needs of different industries, we bring together quality and efficiency in production processes.ConclusionWhen aluminum welding is applied with the correct method, appropriate consumables, and proper technical knowledge, it provides high-strength and long-lasting joints. To meet quality standards in industrial production, it is of great importance to choose welding solutions that are compatible with the nature of aluminum.

What is plasma cutting?
What is plasma cutting?Plasma cutting is a process of cutting conductive metals using a high-temperature stream of ionized gas (a plasma arc). This method, created by combining electrical energy with gas transformed into plasma, forms the basis of fast, clean, and high-precision cutting operations in today’s industry.Plasma is the ionized state of gas formed through high temperature and electrical energy. This ionized gas exits a narrow nozzle at high speed and instantly melts the metal it comes into contact with, creating the cut. Thanks to the intensity of the arc energy, the cut line is narrow and clean, making plasma cutting a versatile solution in the industry.How Does Plasma Cutting Work?The plasma cutting process essentially takes place through the following steps:The power supply creates an electric arc between the electrode at the torch tip and the workpiece.The gas passing through the torch (air, nitrogen, oxygen, argon–hydrogen mixtures) is transformed into plasma by the effect of this arc.The plasma exits the narrow nozzle at high speed and strikes the surface of the material.The metal melts due to the plasma’s temperature, which can reach 20,000–30,000 °C.The molten metal is ejected at high pressure in the cutting direction, and the cut is completed. This process provides higher speed, greater control, and a smoother cut surface than a torch cut.Where Is Plasma Cutting Used?Plasma cutting is preferred in many industries thanks to its high speed, high precision, and broad material compatibility, including:Steel constructionShipbuilding and shipyardsAutomotive and heavy industryAgricultural machinery manufacturingPressure vessel and boiler fabricationMetal furnitureMaintenance and repair workshopsCNC plasma cutting machinesIndustrial production linesIt can be used in both manual torch systems and CNC-controlled automatic machines.Chracteristics of Plasma CuttingThe main characteristics that distinguish plasma cutting from other methods:Extremely high temperature and speedSmooth cutting of both thin and thick materialsPrecise contour cutting (holes, cavities, shapes)Narrow heat-affected zone (HAZ)Ability to cut metals that cannot be cut with oxygenSuitable for both manual and CNC useIt is one of the most efficient methods, especially for carbon steel, stainless steel, and aluminum.Which Materials Can Plasma Cutting Be Used On?Plasma cutting can be applied to all electrically conductive metals:Carbon steelStainless steelAluminumCopper and copper alloysCast ironTitaniumThese are materials that are difficult or impossible to cut using oxy-fuel cutting.Advantages of Plasma CuttingPlasma technology offers numerous advantages in both manual use and CNC machines: 1. High Cutting SpeedPlasma is significantly faster than traditional oxy-fuel cutting.For example, it can cut 10 mm sheet metal 3–5 times faster.2. Clean and Smooth Cut Surface Thanks to its high arc energy, slag formation is minimal.This reduces the need for post-cut grinding.3. Versatile Application It delivers effective results in all types of cutting, such as: Thick sectionsThin sheetsManuel cuttingCNC cutting4. Wide Material Compatibility It performs well even on materials that cannot be cut with oxygen.5. Low Heat Impact Thanks to its narrow heat-affected zone (HAZ), the risk of metal distortion is reduced.6. Cost-Effective Long-lasting consumablesLow energy consumptionHigh cutting speed reduces overall production costsTypes of Plasma Cutting1. Manual Plasma Cutting These are cuts made with portable plasma cutting machines.Ideal for service and maintenance teams, workshops, and small businesses.2. CNC Plasma Cutting Computer-controlled, high-precision cutting.Preferred for thick plates, heavy workloads, and mass production.3. Hyper Plasma / High-Performance Systems It is used in jobs requiring high-level quality by offering the following:• A narrower arc• Higher speed• Minimum slope on the cutting surfaceWhich Gases Are Used for Plasma Cutting? Different gases affect cutting performance and edge quality:Air → Most common and economicalOxygen → High speed on carbon steelNitrogen → Good surface finish on stainless steel Argon–Hydrogen → Thick and precise stainless steel cuts Argon → Thin materials Compressed air is generally preferred in manual machines.How to Choose a Plasma Cutting Machine?When selecting the right plasma cutting machine, the following criteria are important:1. Cutting Capacity (mm)The machine’s piercing ability, quality of cut, and maximum severance cutting values should be considered.2. Power (Amperage)• 40–60 A → Thin sheets• 80–120 A → Medium thickness• 120 A and above → Heavy industry3. Duty CycleA high duty cycle is critical for businesses with intensive production.4. Consumable LifespanThe durability of torch consumables directly affects operating costs.5. Compressor Requirement Some plasma machines have built-in compressors, while others require an external compressor.6. CNC Compatibility Important for businesses planning automation investments.7. Portability Light and compact models are preferred for field and service work.ConclusionPlasma cutting is a modern metal cutting method that offers speed, precision, cost-effectiveness and broad material compatibility. This technology, used on both manual and CNC machines, enhances production quality and efficiency across numerous industries.Selecting the correct plasma machine; determining the right power, gas and consumable combination is critical as it directly affects cutting quality, cost and production speed.

What is a Gas Shielded Welding Machine?
What is a Gas Shielded Welding Machine?A gas metal arc welding machine is an essential piece of equipment used to join metal materials under a protective gas atmosphere. Operating with the MIG (Metal Inert Gas) and MAG (Metal Active Gas) methods, these machines are widely used in industrial manufacturing thanks to their speed, efficiency, and low spatter performance.Gas-shielded welding machines use a semi-automatic system in which the consumable wire is continuously fed to the torch. The shielding gas isolates the molten weld pool from oxygen, and moisture in the atmosphere, ensuring a clean, smooth, and strong weld seam.Working Principle of Gas Shielded Welding MachinesGas shielded welding machines convert the electrical energy they receive from the network into a controlled welding current. Then:1. The wire is fed from the wire feed unit to the torch.2. The shielding gas is distributed from the torch to the welding area.3. The electric arc formed between the wire and the base material melts the metal.4. The molten metal pool cools under the shielding gas, forming the weld bead.This process offers the operator advantages such as high welding speed, stable arc, low heat input, and reduced cleaning requirements.The Difference Between MIG and MAGWhen referring to gas shielded welding machines, we discuss two fundamental methods:MIG Welding (Metal Inert Gas)• Inert gas (argon, helium) is used.• It is suitable for non-reactive materials such as stainless steel, aluminium and copper alloys.• The weld quality is high.MAG Welding (Metal Active Gas)• Active gas (CO₂ or argon–CO₂ mixture) is used.• It is the most common method for carbon steels and structural steels.• Production speed is high, and the cost is low.Basic Components of a Gas Shielded Welding MachineA gas shielded welding system consists of the following parts:• Welding power source (inverter or transformer type)• Wire feed unit• Welding torch• Gas cylinder and regulator• Grounding clamp and cables• Control panel• Consumables (welding wire, nozzle, contact tip, etc.)Modern inverter based models have become the preferred choice for businesses, offering more precise arc control and energy efficiency.Advantages of Gas Shielded Welding MachinesGas shielded welding machines stand out in industrial production with the following benefits:• High welding speed → Ideal for mass production• Low spatter rate → Cleaner welds, less grinding• High-quality and uniform weld appearance• Superior performance on thin sheets• Compatibility with automation and robotic applications• Easy to learn operation• Long uninterrupted welding capabilityFor these reasons, it is the most widely used welding method in the automotive, metal furniture, shipbuilding, steel construction, machine manufacturing, and white goods industries.Where are Gas Shielded Welding Machines Used?Gas shielded welding machines are used in a wide range of industrial applications:• Automotive and related industries• Shipbuilding and heavy industry• Steel construction• Metal furniture production• Pipe and profile manufacturing• Thin sheet metal and stainless steel work• Workshop production and maintenance-repair work• Robotic welding linesIts compatibility with both manual and robotic applications gives this method a strategic position in production lines.How to Choose the Right Gas Shielded Welding Machine?The following criteria should be considered when selecting a machine:• Current range and duty cycle• Suitable power for material thickness• Wire feed quality and stability• Gas type and area of use• Inverter or transformer preference• Portability requirement• Energy efficiency• Consumable compatibility• Service network and spare part availabilityA correctly selected gas welding machine provides long-term advantages to businesses by increasing both production quality and energy savings.

What Is a Pressure Regulator in Welding? Key Points to Know When Choosing One
What Is a Pressure Regulator in Welding? Key Points to Know When Choosing OnePressure regulators are critical equipment used in welding operations to ensure a safe, stable, and controlled gas flow. In MIG/MAG, TIG, and oxy-fuel welding applications, they reduce the high pressure from the gas cylinder to a suitable working pressure. Therefore, the regulator is an essential component for both welding quality and operator safety.A pressure regulator reduces the pressure in the gas cylinder, maintains a stable output pressure, and prevents fluctuations in gas flow during operation. If not properly selected, it can lead to poor weld quality, increased gas consumption, or potential safety hazards.What Is a Pressure Regulator? A pressure regulator reduces the high pressure in gas cylinders to a controllable working pressure. In welding applications, it determines:The pressure at which the gas exits,The flow rate of the gas,Whether the gas flow remains stable.Generally, it has a two-gauge structure: Cylinder Pressure Gauge: Indicates the high pressure inside the cylinder (usually 150–200 bar).Output Pressure Gauge: Shows the working pressure required for welding (e.g., 10–15 L/min for MIG/MAG).Regulators are designed differently depending on the type of gas used. Which Gases Are They Used With?Pressure regulators work with different gases depending on the welding method used:MIG/MAG (Gas Shielded) → Argon, CO₂, Argon–CO₂ mixturesTIG Welding → Argon, HeliumOxy-Gas Cutting and Welding → Oxygen and acetyleneBrazing → Propane, LPG, special mixtures Different connection standards and internal designs are used for each gas. Therefore, using an incompatible regulator is both dangerous and inefficient.Functions of a Pressure RegulatorThe pressure regulator performs tasks that ensure both the quality and safety of the welding process: Reduces cylinder pressure to the working pressureMaintains a stable output pressure (prevents pressure fluctuations)Controls gas flowEnsures operator safetyOptimizes gas consumptionEspecially in MIG/MAG and TIG welding, achieving a high-quality weld is impossible without a stable and accurate gas flow.Types of Pressure RegulatorsThe most commonly used regulators in the welding industry are:1. Single-Stage Regulators Reduce cylinder pressure in a single step.More affordable.Suitable for short-term jobs and low production volume. Less sensitive to pressure fluctuations compared to dual-stage models. 2. Dual-Stage Regulators Reduce pressure in two steps: High pressure → intermediate pressureIntermediate pressure → working pressureVery low pressure fluctuation, providing a more stable gas flow.Preferred in high-production facilities. 3. Regulators by Gas Type CO₂ RegulatorsArgon / Gas Mixture RegulatorsOxygen RegulatorsAcetylene RegulatorsPropane / LPG RegulatorsEach gas has a specific pressure and connection type, so regulators are not interchangeable.Key Points to Know When Choosing a Pressure RegulatorSelecting the right regulator directly affects welding performance. Here are the main criteria to consider when making a decision:1. Gas Type Each gas has its own pressure standard and connection type. Incorrect regulator → risk of gas leakage + faulty flow + poor seam quality2. Welding Method and Purpose of useDifferent regulators are required for MIG/MAG welding and TIG welding.For oxy-fuel cutting, oxygen and acetylene regulators are each specifically designed for their respective gases.3. Flow Rate and Flow Precision Precise flow control is critical in professional welding work.For example, in MIG/MAG welding, a gas flow of 20 L/min instead of 12 L/min can cause:Unnecessary consumption,Turbulence,Weld burn defectsCorrect regulator → fixed L/min value + low deviation + controlled source bath4. Production Volume The ideal choice for businesses with continuous flow requirements:• Two-stage,• High flow capacity,• Durable body regulators. 5. Safety Standards The regulator you choose should have the following features:Safety valve against overpressureBurst discSecure connection designCertifications such as CE, ISO, etc.High-quality brass bodySafety is especially critical for oxygen and acetylene regulators. 6. Durability and Service Support In professional use, the regulator is exposed to high pressure for long periods. Therefore:• Availability of spare parts• Ease of authorised servicing• Long-lasting diaphragm and valve mechanism are decisive factors in the choice.Safety Tips for Using a Pressure RegulatorA short but important checklist:• Before attaching the regulator, briefly open the cylinder valve to clear any dust.• Never tighten the connection with a pipe wrench; use the designated tool.• Check for gas leaks with soapy water—never use a flame.• Always keep the cylinder in an upright position.• After use, close the cylinder valve and release the pressure from the regulator.• Do not use the regulator if the gauges are faulty. ConclusionThe pressure regulator at the source is one of the most critical pieces of equipment in terms of quality, safety and gas consumption. An incorrectly selected regulator can cause:• welding defects,• high gas consumption,• workplace accidents,• machine malfunctions.A regulator with the correct gas type, proper flow rate adjustment, safe construction, and high-quality production standards is the foundation of an efficient and safe welding process.

What is a Welding Machine?
What is a Welding Machine?Welding machines are industrial equipment that permanently join metals or certain special alloys using heat, electric arcs and, when necessary, pressure. In today's manufacturing industry, they are central to production in countless areas such as automotive, shipbuilding, defence, pressure vessels, construction and pipelines.In its simplest terms, a welding machine converts the electrical energy it receives from the mains into a controlled welding current. This current creates an arc between the electrode and the workpiece, and the resulting high temperature melts and joins the metal.Basic Components of a Welding MachineUnderstanding a welding machine is easier when looking at its main components:Power Unit (Welding Power Source) Converts AC mains electricity into the appropriate current and voltage required for welding. These can be broadly classified into traditional transformer-based types and modern inverter-based machines.Cables and ConnectorsTransmit welding current from the power unit to the electrode and the workpiece. Using cables of the correct cross-section is critical for both safety and performance. Electrode Holder or Torch Varies depending on the welding method.MMA (Shielded Metal Arc Welding): Electrode holderMIG/MAG: Welding torch with wire feed systemTIG: Torch with tungsten electrodeGround ClampCompletes the welding circuit. A solid and clean connection to the workpiece is essential for arc stability. Control PanelThe section where parameters such as current, voltage, wire speed, and gas flow are adjusted. In modern machines, it is often supported by digital displays and preset programs.Operating PrincipleThe basic operating principle of a welding machine can be summarized in three stages:1. Conversion of Electrical EnergyThe energy drawn from the mains is converted into a suitable welding current by the machine’s internal power-electronics components (transformer, diodes, IGBTs, etc.).2. Arc FormationWhen the electrode briefly touches the workpiece and is then lifted, an electric arc forms between them. The temperature in the arc zone can reach 5,000–20,000 °C.3. Metal JoiningThe high temperature melts the base material and, if required, the filler metal. As the molten area cools, a weld seam is created. Depending on the welding method, this process may occur under shielding gas or under the protective slag of a coated electrode.Welding Machine TypesToday, the most used types of welding machines are:1. MMA (Shielded Metal Arc Welding) MachinesThe most well-known and traditional welding method.The electrode consists of a consumable filler metal and a flux coating.Frequently preferred in heavy industry, construction sites, and maintenance–repair work. Can be used even in windy outdoor environments. Equipment cost is low, and portable models offer advantages in field applications.2. MIG/MAG Welding Machines • These are semi-automatic or automatic welding systems where the wire electrode is continuously fed. As shielding gas:o Inert gases (e.g. argon, helium) for MIG,o Active gases (e.g. CO₂ or mixtures) for MAG.• Offers high welding speed and production efficiency.• Excels in automotive, mass production lines, thin sheet metal fabrication and robotic welding applications.3. TIG (Tungsten Inert Gas) Welding Machines• A non-consumable tungsten electrode is used.• The shielding gas is usually argon.• Provides high weld quality and an aesthetic appearance.• Preferred for critical materials such as stainless steel, aluminium, and nickel alloys.• Workmanship is slower but precision and quality are at the highest level.4. Plasma Cutting and Special Process Machines• These are systems that cut metals at high-speed using a plasma arc.• Some multi-purpose systems may have both welding and cutting functions.• They are suitable for fast, clean and precise cutting of thick materials.Inverter Technology: Modern Welding MachinesToday, inverter technology welding machines offer significant advantages over classic heavy transformer machines:• More compact and lightweight design• Higher energy efficiency• Improved arc stability• Precise current control and digital display• Combination of different welding modes in a single unit (such as MMA+MIG/MAG+TIG)This has enabled more flexible use in both professional workshops and mobile service teams.Areas of UsageWelding machines are encountered in almost all metal manufacturing processes today:• Automotive and related industries• Shipbuilding and shipyards• Pressure vessels, boilers and pipelines• Steel construction and heavy industry• Machine manufacturing• Maintenance, repair and assembly work• Artistic metalwork and workshop applicationsThe welding method, machine power and automation level required differ for each sector. Therefore, selecting the right machine is considered the heart of production.Safety and ErgonomicsWorking with welding machines also carries risks such as exposure to high temperatures, electricity, UV radiation and fumes. Therefore:• Personal protective equipment (welding mask, gloves, apron, work boots) must be used,• Machine grounding and cable insulation must be checked regularly,• The work area must be well ventilated,• Operators must be trained and certified.A properly selected, well-maintained welding machine that complies with safety standards is a fundamental element of both efficient and safe production.2. What You Need to Know When Choosing a Welding MachinePurchasing a welding machine is not just about answering the question, ‘How many amps?’ The welding method you will use, the type of material, the working environment, the operator's experience, and your production goals should be decisive factors in your choice. An incorrectly selected welding machine can:• Causing frequent breakdowns that halt production,• Reducing weld quality,• Increasing energy costs,• Tiring operators and leading to dissatisfaction.Below, you will find the main points to consider when selecting a welding machine, step by step.1. First, Identify Your NeedsProviding clear answers to the following questions is the first step in making the right choice:• Which welding method will you use? (MMA, MIG/MAG, TIG, plasma, etc.)• What materials will you be working with? (black sheet metal, stainless steel, aluminium, castings, etc.)• What is the typical material thickness?• What is the production type?o Fixed production in the workshopo Field/assembly worko Mass production line• How long is the welding time per day?o Intermittent maintenance worko Intensive shift productionYour answers to these questions will determine both the power and technical specifications of the machine.2. Selection Based on Welding MethodMMA Machines• Ideal for use on site, at construction sites, and for maintenance and repair work.• Offers advantages in windy environments or where gas shielding is difficult.• Relatively low investment cost.• Offers a wide range of applications with different electrode types (rutile, basic, cellulose, etc.).MIG/MAG Machines• It is the most preferred solution when serial production and high speed are required.• It has a low spatter rate in thin sheet metal welding, and the weld appearance is aesthetically pleasing.• It has become standard in robotic welding applications.• With suitable gas and wire combinations, it is possible to weld carbon steel, stainless steel, and special alloys.TIG Machines• It excels in applications where the highest stitch quality and aesthetic appearance are sought.• It is the ideal solution for thin-section materials such as stainless steel, aluminium or titanium.• The risk of distortion can be reduced as the heat input is more controlled.• It is preferred for jobs where the work rate is relatively low but quality expectations are high.Whether the machine you choose will focus on only one of these methods or whether you want a multi-process machine is an important factor in your investment decision.3. Current Value and Duty Cycle (Operating Time)Two values frequently seen in technical catalogues are of critical importance:• Maximum source current (A)• Duty cycle (e.g. 200 A at 60%)The duty cycle indicates how many minutes a machine can operate continuously at a specific current within a 10-minute period. For example:• 200 A at 60%:Welding can be performed at 200 A for 6 minutes out of 10 minutes; it is recommended that the machine be allowed to rest for 4 minutes.In businesses with intensive production, the higher the duty cycle value, the more suitable the machine is for production. For a machine that will only be used for intermittent maintenance work, this value may not be as critical.4. Network and Energy InfrastructureWhen selecting a welding machine, you must consider your business's electrical infrastructure:• Will it be single-phase (220 V) or three-phase (380 V)?• Is the mains voltage stable, or is the fluctuation rate high?• Is generator compatibility required for field use?• Is energy cost critical for your business?Modern inverter welding machines offer advantages over traditional transformer-based machines, such as:• Lower energy consumption,• Wider input voltage tolerance,• Smoother arc characteristics.This translates to both savings in energy costs and a more stable welding process.5. Portability and Working EnvironmentThe answer to the question ‘Where will I be welding?’ is also decisive when selecting a machine:• Will you only be working at a fixed station within the workshop?• Will you be going to hard-to-reach locations such as high-rise construction sites, ship decks, or refineries?• Do you have assembly projects that require frequent relocation?In this case:• The weight of the machine,• The carrying handle or wheeled chassis structure,• Cable and hose lengthscome to the fore. Inverter-equipped, lightweight and compact machines provide significant ergonomics in the field.6. User Interface and Digital FeaturesHow operators use the machine is also a selection criterion. Especially in workshops where multiple people work:• A simple and understandable control panel,• Clearly readable digital displays,• Pre-set programmes (such as synergic MIG/MAG),• Memory functions (saving frequently used settings)reduce both workplace accidents and incorrect parameter usage. This directly translates into improved quality, speed, and efficiency.7. Auxiliary Equipment and AccessoriesA welding machine alone is not sufficient; the entire system must be considered:• Wire feed units,• Cooling units (air or water-cooled torches),• Compatible torches and electrode holders,• Gas regulators and hoses,• Transport trolleys, additional cablesWhen selecting a machine, it is important to ensure that all of this equipment is compatible, reliable and durable. The availability of spare parts and service support also play an important role in the selection process.

What is Welding? Types, Applications and Basic Information
What is Welding? Types, Applications and Basic InformationWelding is the process of permanently joining metal or thermoplastic materials using heat, pressure, or a combination of both. As one of the most fundamental processes in industrial production, welding ensures that products are strong, safe, and durable across a wide range of sectors, from automotive and shipbuilding to pipelines and steel construction.The welding process is based on the principle of melting the surfaces of two materials with controlled heat input and allowing them to cool, forming a molecular-level bond. Filler metal may or may not be used during this process. Depending on the method, welding can be performed manually, semi-automatically, automatically, or using robotic systems.What Is the Main Purpose of Welding? The primary objective of the source is to join two materials in a manner that is:• Strong• Watertight• Durable• Long-lastingA welded joint can often be as durable as the base material, and with the right material and parameters, it can even be stronger.How Is Welding Performed? Although each welding method has its own working principle, the basic process generally involves the following steps: 1. Surface preparation is carried out ( cleaning of grease, dirt, and rust).2. The two materials are positioned at the appropriate distance and angle.3. The welding machine is adjusted to the appropriate current, voltage, and parameters.4. Heat and/or pressure is applied to melt or plasticise the materials.5. If necessary, filler wire is added to the base material.6. After cooling, a permanent bond in the form of a weld bead is formed.The quality of this process depends on many factors, including the machine used, the welding method, the consumables, the operator's skill, and the working environment. What are the Types of Sources?Although there are hundreds of source methods in the world, the methods commonly used in industry are grouped into four main categories:1. Fusion WeldingThe material is heated to its melting point and joined.Common methods in this group include:• MIG/MAG Gas Shielded Arc Welding• TIG Welding• MMA (Shielded Metal Arc) Welding• Submerged Arc Welding (SAW)• Plasma Welding• Oxy-Acetylene WeldingThis is the most widely used method and is central to the metal manufacturing industry.2. Pressure WeldingThe material is not melted; joining is achieved through plastic deformation by applying heat and pressure together.Examples:• Friction welding• Explosive welding• Resistance welding (spot welding, seam welding)• Ultrasonic weldingIt is frequently used in the automotive, electrical-electronic and aerospace industries.3. Thermochemical WeldingHigh temperatures are achieved through chemical reactions.For example:• Aluminothermic welding (rail welding)This is a widely used method for joining rails on railway tracks.4. Brazing and SolderingAlthough not technically included in the welding group, it is among the metal joining methods.• Hard brazing: above 450°C• Soft soldering: below 450°CIt is used in electronics, piping, and fine metal work.Where is Welding Used?The welding method is the cornerstone of modern manufacturing. The main sectors where it is used are:Where is Welding Used?The welding method is the cornerstone of modern manufacturing. The main sectors where it is used are:• Automotive and related industries• Shipbuilding and shipyards• Steel construction and heavy industry• Pressure vessels and boiler production• Pipelines and energy facilities• Defence and aerospace• Machinery manufacturing• Metal furniture and decorative work• Maintenance, repair, and field applicationsIn short, welding is present wherever metal is used.Advantages of WeldingWelding has many advantages over other joining methods:• High strength• Lightweight (no additional materials such as screws or rivets required)• Leak-proof• Flexibility (can be applied to different materials and shapes)• Cost-effective production• Suitability for automationFor these reasons, it is always the preferred method in mass production, large-scale structures, and precision manufacturing.Factors Affecting Welding QualityThe following points are important for obtaining a high-quality weld:• The correct welding method• Suitable welding machine and equipment• High-quality consumables• Correct parameter settings• Operator training and experience• Adequate shielding gas flow• Clean and prepared surfaces• Working environment conditionsErrors in any of these factors can lead to defects such as porosity, burn-through, lack of penetration, and cracks.Why is Safety Important in Welding?Safety precautions are vital because welding involves high heat, UV rays, fumes and molten metal splashes.The following must be used:• Welding mask• Gloves, protective apron• Ventilation and fume extraction systems• Eye and face protection equipment• Electrical safety checks• Fire extinguishing equipmentA safe working environment both improves product quality and prevents accidents.ConclusionWelding is one of the most critical joining processes that form the basis of modern manufacturing. Used in every field, from steel construction to automotive, energy infrastructure to precision manufacturing, this method ensures high strength, long life and safe production when combined with the right equipment, appropriate parameters and trained operators.

Modern Welding Automation with GekaCobot 10
Today, accelerating production lines, reducing costs, and increasing process flexibility are more important than ever. It is precisely in response to these needs that GekaCobot 10 emerges. This robotic welding system, which stands out for its quick deployment, ease of use, and flexible installation, offers businesses a modern automation experience.Graphical ProgrammingProgramming traditional welding robots has always been laborious, difficult to learn, and requires experience. However, thanks to the buttons on the robot arm and its graphical interface, GekaCobot 10Provides easy and intuitive programming,Makes learning easier,Shortens programming time.Teach-Pair Programming: True Collaboration with the RobotOne of the most impressive features of the GekaCobot 10 is its ability to create trajectories by manually dragging the robotic arm. The operator physically guides the robot to the desired position, and the system converts this into a welding program.This feature not only speeds up the process but also gives the user full control, even on complex workpieces.Safety First: Smart Stop and Collision DetectionSafety is, of course, the most critical aspect of industrial robots. The GekaCobot 10 prioritizes safety by immediately cutting off the power with an emergency stop button.In addition, thanks to its collision detection feature, the robot enters self-protection mode in the event of unexpected contact. In hazardous welding environments, this feature is a major plus for both operator and equipment safety.Flexible Operation with Five Different Oscillation PatternsNo two workpieces are the same; every industry and every production process has different welding needs. GekaCobot 10 supports five different welding oscillation patterns: linear, triangular, spiral, trapezoidal, and sinusoidal.This variety allows the system to be used comfortably in both large and small-scale production.Power MIG GPS 5000-R: The Powerful Heart of the SystemThe Power MIG GPS 5000-R welding machine, which works perfectly with GekaCobot, creates excellent welds with different welding modes such as Dual MIG, Pulse MIG, and CV MIG. Thanks to the perfect communication compatibility between GekaCobot 10 and Power MIG GPS 5000-R, data is transmited smoothly without being affected by electromagnetic interference in the environment. This duo works reliably in harsh industrial conditions.PortabilityGekaCobot 10 weighs only 40 kg!The light weight of the GekaCobot 10 stands out as its most important feature that sets it apart from industrial robots. It can be easily transported and set up at different welding stations and quickly put into operation.It is suitable for use on welding tables. It makes your welding tasks easy and enjoyable with welding tables and fixture solutions. Please contact our sales team for welding tables and fixture solutions.Click here for the GekaCobot10 General PDF.Click here for the GekaCobot10 Detailed PDF.

Laser Welding Machine Safety Warnings
LASER WELDING MACHINE SAFETY WARNINGSPlease read all safety information carefully before using the device and keep this manual for future reference. Failure to follow the instructions may result in serious injuries, material damage, or equipment malfunction. It is essential to comply with all specified precautions to ensure safe operation.DANGERHighest level of risk. Warns the user of an immediate and hazardous situation that may lead to severe consequences. Failure to strictly follow the instructions may result in death or life-threatening injuries.WARNINGHigh level of risk. Indicates situations that may cause serious injury or equipment damage.CAUTIONMedium level of risk. Indicates situations that may cause minor or moderate injury, equipment damage, or environmental harm. GENERAL SAFETY RULESOverview of Laser Welding and Main HazardsLaser welding is the process of joining metals or other materials using high-intensity laser beams.The following hazards may occur during this process:Eye damage (permanent retinal burns) – both direct and reflected laser beams are dangerous.Skin burns – high power density may cause severe burns on the skin.Fire risk – due to metal melting and sparks.Metal fumes and particles – inhalation may be toxic.Electrical and cooling system failures – equipment-related risks.Therefore, laser welding is only safe when all occupational safety measures are fully implemented.*Since laser welding machines involve hazards such as high temperature, powerful laser radiation, and electrical current, they must only be operated by authorized and trained personnel.*Users must carefully read this manual before operating the device and strictly follow all safety instructions.*Intervention by untrained personnel is strictly prohibited.*The area where the machine operates must be accessible only to authorized personnel and clearly marked with warning signs. Unauthorized personnel must not be allowed to enter the area. Personal Protective Equipment (PPE) Rules*Laser safety goggles are mandatory during laser welding.*They must be suitable for the laser wavelength (e.g., suitable for 1064 nm fiber laser).*The goggles must have the OD (Optical Density) value marked on them.*Standard welding goggles do NOT provide protection against laser radiation!*To protect against radiation, glare, heat, and fumes that may occur during laser welding, the area must be adequately ventilated and unauthorized access must be restricted with physical barriers.*Operators must always use appropriate personal protective equipment (PPE) during operation. This includes laser safety goggles, heat-resistant gloves, protective clothing, and appropriate footwear. Since direct exposure of the laser beam to the eyes may cause permanent blindness, the welding process or laser beam must never be viewed with the naked eye.*The location of emergency stop buttons must be known by all users.*In situations where operators and maintenance personnel need to work safely at height, fixed or mobile access platforms must be installed. Suitable equipment such as cranes, manlifts, or other lifting systems should be used. Fall protection equipment (safety harnesses, anchor points) must be utilized. Non-fixed ladders, stools, or improper lifting equipment must not be used.*During transportation, lifting equipment (cranes, lifts, etc.) must be used, and operators must be trained and follow lifting instructions carefully.*Insufficient or unbalanced lighting may negatively affect the operator’s visual perception, leading to errors, loss of control, or accidents. Therefore, adequate lighting at appropriate lux levels must be provided in all working areas according to the task. Lighting performance should be maintained through regular maintenance and cleaning, and local (task-specific) lighting equipment should be used where necessary. *Fumes generated during the process may cause respiratory problems, vision impairment, and, if proper conditions are not ensured, may pose a fire risk. Therefore, a local exhaust system must be installed and filters must be maintained regularly. Additionally, appropriate personal protective equipment (PPE) (such as masks and goggles) must be provided, and workplace cleaning procedures must be followed.*The use of worn or damaged parts may lead to machine failures and occupational accidents. Therefore, periodic maintenance schedules must be followed, components must be inspected regularly, and any parts showing signs of wear must be replaced immediately. The use of appropriate PPE during maintenance is mandatory.*Imbalanced operation of rotating parts in the laser welding machine may cause excessive vibrations, breakage, or parts being ejected. This creates a serious risk of injury for operators and may lead to machine failure. Rotating parts must be periodically checked for dynamic balance and operated within specified speed limits. Emergency stop buttons must always be accessible, and protective barriers must be used. Operators must be trained regarding these risks, and vibration levels must be monitored regularly. If abnormal vibration is detected, the machine must be stopped immediately.*During manufacturing processes with the laser welding machine, carelessness in operations such as part placement, positioning, parameter adjustment, or laser application may lead to burns, mechanical entrapment, or faulty welding. System safety must be checked before welding.*Machine motion limits are defined by software and hardware restrictions. These limits must never be altered. During manual operation, low-speed modes must be used, and the operator must remain attentive.*During programming, it must be ensured that the part is correctly positioned and that all axes will operate within their defined limits.*Before welding, it must be ensured that all parts are securely fixed. Only trained and authorized personnel should work during the welding process. Operators must use PPE (gloves, goggles, welding apron), stay clear of the operation area before the laser head starts, and emergency stop systems must be accessible. All system safety components must be checked before each operation.*No liability is accepted for any damage, injury, or accidents resulting from failure to follow this manual. The table below shows the symbols used in this manual and on the machine labels.Electric Shock HazardLocated around electrical panels, cable entries, and maintenance covers. The device must not be handled without disconnecting the power supply.Laser Radiation HazardUsed around the laser output area, on the machine, and at entry/exit covers. Direct exposure to the eyes or skin may cause serious injuries.Flammable Material and Fire RiskUsed in environments where flammable materials are present or near gas cylinders. There is a risk of fire during laser operation.General Warning SymbolUsed as a general warning sign in areas requiring attention. Usually accompanied by explanatory text.Wear Laser Safety GogglesPlaced in visible locations within laser operation areas. Direct viewing of the laser may cause permanent blindness.Wear Protective GlovesUsed in areas where there is a risk of contact with hot parts or during material handling. Provides protection against heat-related burns.Wear Protective ClothingIndicates that personnel must wear protective clothing resistant to laser and heat.Read the User Manual InstructionsIndicates that the safety and operating instructions in this manual must be read carefully. ELECTRICAL AND LASER SAFETY*Electrical connections must only be performed by authorized technical personnel.*Before starting the device, ensure that the grounding connection has been properly established.*To prevent electric shock, the device must always be disconnected from the power supply during maintenance.*During laser welding, exposure to direct or reflected laser beams must be avoided.*Do not direct the laser torch toward any area other than the workpiece, as this may lead to serious safety hazards and fire risks*Specially designed laser safety goggles must be worn. The goggles must be suitable for the laser wavelength.*Laser warning signs must be placed visibly outside the operating area.*The system must only be operated within laser-controlled zones.*Lasers are classified according to their hazard levels as follows: Class — DescriptionClass 1Safe. The laser beam does not exit the device. Direct or reflected radiation is harmless.Class 2Visible wavelength (400–700 nm). Protection is possible through the blink reflex (max. 0.25 sec).Class 3RRequires caution. Short-term eye exposure poses a potential risk.Class 3BHazardous to the eyes. Low skin risk. Reflected beams may also be harmful.Class 4Extremely dangerous. High risk to eyes and skin. May cause fire.Laser welding machines are generally classified as Class 4 lasers.Class 4 Laser Characteristics:*The most hazardous laser class.*Very high risk to eyes and skin.*Can cause fire.*Even reflected beams may cause serious damage.*Therefore, for Class 4 lasers:*Enclosed cabins should be used (if possible).*An interlock system that shuts off the laser when the door is opened must be in place.DANGERThis product emits an invisible high-power primary laser (Class 4) and a visible red laser (Class 2) during welding or cleaning operations. FIRE AND ENVIRONMENTAL SAFETY*It is strictly prohibited to work in the same environment with flammable and explosive materials during laser welding operations.*If hazardous materials such as solvents, gas cylinders, or paint are present in the work area, the environment must be made completely safe before welding.*Fire extinguishing equipment must be kept in an easily accessible location against potential fire risks.*The environment where the device is located must be well ventilated and proper fume extraction must be ensured.*Cables must be secured and organized properly. They must be kept away from walkways and moving parts.*The welding area must be kept dry and clean. The floor must be dry, clean, and level. Anti-slip flooring or mats should be used. The area must be cleaned regularly, and any spilled substances must be cleaned immediately. Additionally, anti-slip safety footwear (e.g., SRC sole) must be used.WARNINGImproper cable management may cause the operator to fall, damage to the cables, and fire due to short circuits. Cable arrangement must be checked before operation. Fume, Gas and Metal Vapor Safety*Fumes generated during laser welding:*May be carcinogenic (especially those containing Cr⁶⁺).*Inhalation may cause damage to the respiratory system.*Therefore: Fume extraction systems are mandatory.*Local exhaust must be positioned close to the welding point.*General ventilation must also support the system.Operator Protection:*FFP2 / FFP3 mask*Smoke detector for long-term work in enclosed spacesEMI / EMC COMPLIANCELaser welding machines may generate electromagnetic fields (EMF) and electromagnetic interference (EMI) during operation. This may pose potential risks both to employee health and nearby electronic devices.Safety rules to be observed:*Grounding must be checked: Ensure that the device is properly grounded. Insufficient grounding may cause electromagnetic fields to spread.*Use CE-certified equipment: Devices compliant with standards and protected against electrical interference (CE marked) must be used.*Personnel with medical devices must be warned: Individuals with pacemakers or other sensitive medical devices must not be present in operating areas or must consult their physician.*Electronic devices must be considered: It is not recommended to operate sensitive electronic devices (measurement instruments, computers, etc.) near the laser welding machine.*Periodic measurements must be performed: EMF exposure levels must be monitored at regular intervals using appropriate measurement devices.*The laser welding machine must only be used in EMC-compliant environments.*Grounding of the sockets connected to the machine must be properly established and periodically checked.*It must not be operated in the same environment with sensitive devices (medical devices, communication equipment, etc.).WARNINGLong-term exposure to electromagnetic fields may pose certain health risks. Therefore, personnel working with the device for extended periods must take appropriate protective measures.PERSONAL PROTECTIVE EQUIPMENT (PPE)*PPE must be worn before starting work and must not be removed during the welding process.*Goggles and gloves must be cleaned after welding, and any damaged equipment must be replaced.*Laser safety goggles must not be used if the lenses are scratched, cracked, or damaged by UV exposure.*Inappropriate clothing used during welding (nylon, synthetic, loose garments) may ignite and cause skin burns.*The use of PPE does not replace laser safety; it only supports it. Environmental and machine safety must also be ensured.*In noisy environments, hearing protection equipment (earmuffs/earplugs) must be used due to high noise levels. Regular hearing checks are recommended for long-term exposure.ELECTROSTATIC DISCHARGE (ESD)Sensitive electronic components in the laser welding machine are vulnerable to voltages caused by electrostatic discharge (ESD). Improper flooring, insulating clothing, or static charge from the user may cause ESD within the machine, leading to equipment failure or, in rare cases, fire.*ESD-compliant flooring and proper grounding systems must be used during installation.*During maintenance, adjustment, or handling of electronic components, operators must use ESD wrist straps and ESD protective clothing.*Static charge must be discharged before touching electronic circuits.*When ambient humidity is very low (especially below 30%), ESD risk increases; therefore, humidity levels must be monitored.PRE-OPERATION CHECKSBefore starting the machine:Is the electrical connection secure?Are gas connections correct and leak-free?Is the water cooling unit active?Are the optical lens and protective lens clean?Is the nozzle properly installed?Parameter checkParameters must be properly selected for welding quality and safety:*Laser power*Welding speed*Pulse mode / CW mode*Focus distanceIncorrect parameters may both create hazards and negatively affect work quality. Emergency ProceduresIn case of fire:Turn off the laser.Disconnect the power supply.Use a fire extinguisher.Shut off flammable gas systems.In case of eye exposure:Stop the operation immediately.The person must not rub their eyes.They must be directed to a medical facility as quickly as possible.In case of system failure:Disconnect the device from power.Do not operate the device until authorized technical service arrives.Daily Checklist (Summary)Must be checked before operation:*Are the laser safety goggles appropriate?*Is the ventilation system working?*Is the fire extinguisher accessible?*Is the protective lens clean?*Are gas and electrical connections secure?*Is the operator’s PPE complete?*Is the working area clean and safe?

How To Choose a Torch?
How many types of welding torches are there?The torch, which delivers the protective gas and weld metal to the welded area, enables the welder to weld. Torch types also vary according to the welding machine and material. Torches are divided into three types: MIG-MAG type torches, which we call gas metal arc torches; TIG torches used in TIG welding machines and plasma cutting torches.The Machine and the Torch Should Be CompatibleWhen we look at gas metal arc welding torches, the machine and the torch need to have the same amperage. For example, for a 500-amp machine, a torch with a 500-amp carrying capacity should be used. Having a very long torch is also a disadvantage for the welder because transmission problems can occur. The welding torch should be as short as possible whenever possible.How It Is Used Affects the Life of the TorchIncreasing the lifetime is a factor also in the hands of the welder. In the field, welding torches are the parts most exposed to heat. It is the part that is exposed to the most heat right in front of the arc and the bathroom. There are some common usage mistakes that we frequently come across. For example, instead of pulling the machine to move it, the machine is pulled by holding the torch. This damages the connection parts of the torch. Or a piece can fall on the parts of the torch that are on the ground, or it can be stepped on. There should be a place to hang the torch after the welding work is finished. It is possible to increase the service life by cleaning the burrs that splash into the nozzle during welding, or even by spraying a chemical spray. There are Three Consumable Materials In MIG/MAG torches used in gas metal arc welding, the part most exposed to heat is the nozzle. It is made of copper, and some versions are chrome-plated. Just behind the it, there is a component called the contact tip, and behind that is the diffuser, which distributes the protective gas during welding. And right after that, there is a tip holder, which is also made of copper. These are motly the products that we call pure materials, and since the contact tip is the part most exposed to heat, it is replaced at regular intervals. In these, materials containing zirconium are more resistant to abrasion and have a longer service life.It Is Possible to Use LongerFor example, the service life of a contact tip varies depending on its application and the amperage used. However, careful handling by the welder can significantly extend the lifespan of such components. For instance, if burrs stuck to the nozzle is removed by hitting it, the nozzle may become bent, reducing its service life. In contrast, when the nozzle is cleaned using a hand tool, no damage is caused to the part.Types of Torches According to Cooling MethodWater-cooled torches circulate water from the machine's connected cooling unit to the neck of the torch. This water circulation, passing through the torch neck and trigger handle, helps prevent the torch from overheating during welding. In this way, the torch is effectively cooled by water.Air cooling, on the other hand, means that the torch is cooled by the surrounding air. These cooling methods apply not only to TIG welding torches but also to MIG/MAG welding torches.

Welding of Tool Steels
What are Tool Steels, What are their Types?Tool steels are steels with high hardness, toughness or high temperature resistance used in shaping a wide variety of materials by processes such as machining, cutting, drilling, pressing, casting, and forging. It is divided into four groups as cold work tool steels, hot work tool steels, plastic tool steels, and high-speed tool steels:Cold Work Tool Steels: Tool steels used in applications below 200 °C are in this group. Abrasion wear is often encountered on tools. The hard wear resistant carbides required for steels are usually provided with chromium, molybdenum, vanadium, and tungsten. Threading tools, scissor knives, cutting tools, bolt head forging tools, and deep drawing tools can be given as examples to this group.Hot Work Tool Steels: They are tool steels used at temperatures above 200 °C. High temperature resistance is provided by elements such as molybdenum, tungsten, and vanadium. Forging dies, forging tools, casting dies, continuous casting rolls, hot cutting blades, and hammering dies, can be given as examples for hot work tool steels.High Speed Tool Steels: They are tool steels that can remove chips by maintaining their hardness even at high temperatures, in a way that the end of the tool will be hot. In addition to adding elements such as tungsten, molybdenum, and vanadium chromium to the material, hot rolling and special heat treatment suitable for the material should be applied for homogeneous distribution of carbides in order to give the material the desired strength at high temperatures. Cutting and drilling tools that maintain their hardness even at 600 °C can be given as an example for this group.Plastic Work Tool Steels: They are generally used in shaping plastics by injection, extrusion, blowing, and pressing techniques. Compared to other tool steels, they have higher corrosion resistance, polishability, and patterning capabilities. They contain alloying elements such as chromium, manganese, molybdenum, nickel, vanadium, and aluminum.How to Perform the Welding of Tool Steels?Steels containing more than 0.2 percent carbon have low welding capability. Welding of tool steels with a carbon ratio of 0.8 - 1.5% is a very difficult process due to the high risk of cracking. Hence, repair and maintenance welding are applied in tool steels rather than joining. Welding is mainly applied in processes such as hard facing applications of worn surfaces and repair of cracks, except for the joint welds made for the revision of the mold due to the design change and the obligation of combining the prepared parts into a mold.Preliminary Preparation: It is important to control and prepare beforehand the surface of the part before the welding application of the tool steels. Surface cleanliness should be checked and factors such as oil and dirt have to be cleaned before application. Whether there are cracks on the surface of the part or not should be examined visually or with a penetrant test and, if there is any crack formation, it must in any case be cleaned by intervening before welding. “U” welding end should be preferred in welding end design.Preheat: It is important to preheat before welding. Preheating reduces the risk of warping and cracking by reducing the cooling rate. The preheating temperature should be below the tempering temperature of the tool steel and 50-100 °C above the martensitic transformation temperature of the weld metal to be used. During welding, the weld zone should always be kept within this temperature range. Preheating temperature is recommended as 200-300 °C for tool steels made of low alloy steels, 300-400 °C for tool steels made of high alloy steels, 400-600 °C for hot work tool steels, and 400-500 °C for high-speed tool steels. Heating should be slow and homogeneous. The recommended heating rate is 50 °C/hour.Welding Application and Selection of the Filler Material In the welding of tool steels, attempts must be made to keep the heat input low. Welding methods with low heat input such as TIG should be preferred, and if electric arc welding is to be applied, electrodes with as small diameter as possible should be used. It is recommended to weld by using minimum voltage and current parameters in all welding methods.After each pass, the slag cleaning should be performed carefully and lightly hammered while the seam is hot. Slow cooling of the seam after welding is important.Sharp corners and edges should not be allowed to form after welding. Crater formation should be prevented at the end of welding.In hard filling applications that require multiple passes, the number of passes should not exceed 3. Buffer welding can be applied between the base material and the hard filling application.GeKatec 229 SUPER electrodes can be used for buffer welding or GeKa Elox SG 312 MIG or TIG wires for gas metal arc welding applications.In tool steel welding applications, the chemical composition of the tool steel, the heat treatment condition, and the desired hardness value if hard filling is to be applied, play an important role in the selection of the filling material. In normalized tool steels, the chemical composition of the filler material is desired to be the same as that of the tool steel, while in hardened tool steels, the properties such as hardness and temperature resistance of the weld metal are expected to be similar.While GekaTec Tool 60 electrode is used in hard filling applications of cold work tool steels, very satisfactory results are obtained with GeKatec Tool 55 SG and GeKatec Tool 60 SG arc welding wires and rods. The welding filler of GekaTec Tool 60 electrode and GeKatec Tool 60 SG arc welding wires and rods are in the structure of speed steel and are also preferred in hard filling applications of high-speed steels. GeKatec Tool 45 SG welding wire, which is used in filler welding of hot work tool steels, provides very good resistance to abrasion and impact at high temperatures.

Hülya Gedik Discusses Industry and Economic Agenda in Media and Academia
Our Chairwoman of the Board at Gedik Holding, Hülya Gedik, participated in an interview broadcast on CNBC-e at our Gedik Kaynak production facility in Hendek. The program was moderated by Şafak Tükle.During the discussion, current developments in the industrial and economic agenda were addressed. Hülya Gedik shared her insights on global trade balances, Turkey’s competitiveness, and the future of the industry. She also provided perspectives on the operations within our production facilities and Gedik’s strong position in the sector.Bloomberg HT “60 Minutes”: The Impact of International Trade on TurkeyOn September 25, Hülya Gedik appeared on Bloomberg HT’s “60 Minutes” program as the Chairperson of the DEİK Turkey-India Business Council. The discussion focused on the potential effects of the free trade agreement between the European Union and India on Turkey.Hülya Gedik emphasized the significance of this development for both the economy and industry, sharing her views on how changes in global trade dynamics could influence Turkey’s competitiveness and the future of its industrial sectors.Meeting with Students at SUBÜ: Sharing Knowledge and ExperienceOur Chairwoman of the Board, Hülya Gedik, met with the academic staff at Sakarya University of Applied Sciences (SUBÜ) upon the invitation of the Career Center.During the event, she shared her knowledge and experiences with students in an engaging talk aimed at inspiring their career journeys. Hülya Gedik expressed her gratitude to Rector Prof. Dr. Mehmet Sarıbıyık and the Career Center team for organizing the program.

GEDIQ: Gedik Kaynak’s Next-Generation Digital Assistant
Quick, Accurate, and Reliable Access to InformationThe GEDIQ Artificial Intelligence Assistant has been developed to ensure that users can access the information they need quickly, accurately, and reliably. With its comprehensive data structure, it simplifies information access for both individual users and business partners.Easy Access to Product InformationGEDIQ provides detailed descriptions of Gedik Kaynak products. It delivers all items featured in the product catalogs along with their technical details, enabling users to access all necessary information about a product from a single point.Comprehensive Information About Gedik Holding and Group CompaniesThe assistant is not limited to product information—it also shares extensive content about the companies under the Gedik Holding umbrella. This allows users to access up-to-date information about the activities and corporate structure of the Gedik Group.Sales Network and Contact InformationGEDIQ also provides information about the sales network located in Turkey and different regions of the world. Users can easily find the contact details of their regional sales managers and access the dealer networks specific to their location.A New Era in Digital TransformationWith GEDIQ, Gedik Kaynak has taken another user-focused step by digitalizing the process of information access. This AI-powered assistant stands as a tangible example of the company’s digital transformation vision, representing innovation, accessibility, and technological advancement.

Gedik’s Innovative Solutions at Schweissen & Schneiden 2025 in Germany
SCHWEISSEN & SCHNEIDEN 2025 was held from September 15–19 in Essen, Germany. As one of the most prestigious meeting points for welding and cutting technologies, the fair brought together industry professionals from all around the world. Gedik took its place at this major event, showcasing its innovative solutions and wide range of products.International Collaborations and Technology PresentationThroughout the exhibition, visitors were introduced to the latest advancements in welding technologies. At the same time, international collaborations were strengthened, and valuable insights about the future of the industry were shared. This event provided a significant opportunity for Gedik to demonstrate its innovative approach and global vision.62 Years of Experience and a Global VisionWith 62 years of experience and industry expertise, Gedik continues to showcase its leadership and innovative solutions in welding technologies on international platforms. The company’s global vision reinforces its goal of being a pioneer in welding and cutting technologies.

Gedik Kaynak Meets International Visitors at the FABTECH Fair in the United States
Gedik Kaynak showcased its latest welding technologies and innovative solutions to international visitors at the FABTECH Fair held in Chicago, USA. Throughout the event, the company attracted great interest from both industry professionals and participants from various countries. Visitors had the opportunity to receive detailed information about the displayed products and technologies.Turkey’s Expertise Stands Out in International VisitDuring the event, the Consul General of the Republic of Turkey in Chicago, Mr. Tahir Bora Atatanır, and the Commercial Attaché, Dr. Ahmet Samet Tekoğlu, visited the Gedik Kaynak booth. This visit not only strengthened Gedik Kaynak’s position on the international stage but also highlighted Turkey’s expertise in welding technologies at a global level.Gedik Kaynak’s Global VisionIn line with its global vision, Gedik Kaynak will continue to bring the latest advancements in welding technologies to professionals around the world. By maintaining its focus on innovative solutions that make a difference in the industry, the company continues to reinforce its leadership goal in the international market.

Locally Produced GeKaLaser Laser Welding Machines Achieve Their First Sales
The M Series GeKaLaser laser welding machines, developed by our Machinery R&D team, have successfully completed their trial production phase and achieved their first sales. This development holds great significance both for our company and for the Turkish manufacturing industry, as it represents a strong step forward in delivering globally competitive solutions.Advantages of GeKaLaser Laser Welding MachinesThe new generation of laser welding machines stands out with its high-precision laser beam, minimal heat input, and low deformation rate. As a result, they provide much higher quality and more efficient outcomes compared to conventional welding methods.Their high speed and superior seam quality, especially in joining thin sheets and delicate components, make these machines an ideal solution for various industries.Local Production and Competitive Price AdvantageBeing locally manufactured, GeKaLaser machines are offered to the market at competitive prices, reinforcing our brand’s leadership in this field. Developed in Turkey, this technology positions both our company and the Turkish manufacturing industry in a strong and competitive place globally, thanks to its excellence in quality and efficiency.

Innovative Product Launches and Modern Packaging Designs
As Gedik Kaynak, we take pride in being a pioneering brand in the industry since 1963. With our innovative approach and strong infrastructure, we continuously enhance both our product portfolio and brand value.Seamless Cored Wire Launch: A First in TurkeyAs a brand that not only keeps pace with technological advancements but also aims to lead them, we have achieved yet another first in the industry. Known as the “Seamless Cored Welding Wire,” this state-of-the-art product stands out as the first domestically produced seamless cored wire manufactured in Turkey at our advanced production facilities.This achievement positions us strongly not only in the local market but also on the international stage. As one of the few manufacturers worldwide capable of producing this high-tech product, we see it as a tangible reflection of our production capacity and engineering excellence.International Launch in GermanyWe introduced our new product at Schweissen & Schneiden in Germany—one of the world’s most prestigious trade fairs for welding technologies. This significant milestone allowed us to showcase our innovation power on a global scale.With its cutting-edge features, the seamless cored wire adds value to our product range while setting us apart from the competition.Modern and Strong Packaging DesignAlongside the introduction of our new product, we also renewed our packaging designs. Our newly developed modern and robust packaging concept emphasizes the quality and advantages of our products, enhancing our brand’s competitiveness.Visually and functionally improved, this design not only enhances user experience but also reinforces our brand’s strong presence in the industry.Steps Shaping the FutureAs Gedik Kaynak, we remain determined to bring more “firsts” to the industry and to offer innovative solutions. Our seamless cored wire launch and packaging design projects aim not only to meet today’s needs but also to shape the industrial standards of the future. With our innovative vision, we will continue to make a difference in global competition and lead the industry forward.

As Gedik Kaynak, We Have Added Another Innovation that Strengthens Our Leading Position in the Industry
By renewing the design concept of our welding machines product group, we are presenting our users with a more modern, powerful, and technological look.Modern and Technological Design ApproachThe designs of our welding machines, produced under the Gekamac brand, have been transformed into a more contemporary and dynamic structure. These renewed designs not only highlight the strong character of our products more clearly but also aim to enhance the user experience.Our new design launch was successfully carried out at the Schweissen & Schneiden fair held in Germany. This important step has been a strategic development that increased the international visibility of our Gekamac brand.Strong Appearance, Expanding Product RangeOur new designs not only strengthen our brand visually but also expand our product diversity. Our welding machines now feature:• A more modern and powerful appearance,• Enhanced durability,• Technological advantages that bring innovation to the industry,• A user-friendly structure equipped with advanced features.At the same time, our efforts to expand our product range continue with determination. This process enables us to provide stronger solutions to the evolving needs of the industry.As Gedik Kaynak, we continue to lead the sector with our innovative production approach and strong brand identity. The new design of Gekamac welding machines—with its modern look and high performance—will not only enhance our brand’s competitiveness but also provide our users with an advanced experience.This step is a reflection of our strong vision that unites technology with aesthetics.

A New Step in Local Production: Aluminum Wire and Modern Packaging Design
As Gedik Kaynak, we are taking innovative steps to further strengthen our strong position in the industry. While our local production efforts in the aluminum wire product group are rapidly progressing, we have simultaneously completed our modern packaging designs. This development reflects both our commitment to local production and the renewed identity of our brand.Product Range Strengthened by Local ProductionBy focusing on local production in aluminum wire products, we are offering strong and sustainable solutions to the industry. This important step in our production process once again demonstrates our brand’s technological competence and commitment to quality.Along with the new packaging designs, we aim to increase the visibility of our products in the market. This change supports the modernization of our brand’s structure while also enhancing the user experience.New Packaging Design Highlighted with the GeKa BrandThe new packaging designs of our GeKa brand have been renewed to strengthen its visual identity and to communicate the product advantages more clearly. In the design:• The GeKa logo and product visuals were brought to the forefront,• The benefits offered to users were featured directly on the packaging,• A modern and strong brand image was created.With this innovative design, our brand and products will become more visible in the market, increasing our brand recognition. As the stocks of the old packaging designs are depleted, our newly designed products will meet our customers.Continuity in Packaging DesignsWe have also completed the packaging designs for our wire and electrode product groups, further strengthening the visual integrity of our brand. In our new designs, the GeKa logo has been made more prominent, and the advantages of the products have been directly reflected on the packaging.This approach sets a new precedent in the industry while increasing the visibility of our brand. Our goal is to ensure that the GeKa brand achieves a stronger position in the market and that the superior features of our products are clearly highlighted to users.Our Vision for the FutureAs Gedik Kaynak, we continue to add value to the industry by combining our innovative production processes with our modern design approach. With our local production power and modern packaging designs, we aim to further strengthen our brand’s strong position in the market.

GeKa Seamless Flux Cored Wires
What is Seamless Flux Cored Wire?Flux Cored Wires can be produced in two different ways as seamed and seamless. Seamed cored wires are produced by first rolling/forming the steel strip into a "U" shape in the forming machine as in the production of welded pipes and then putting the powder-mix “core” into it and then closing it into a pipe form and drawing it. On the other hand, seamless cored wires are produced by filling the core into a previously formed steel pipe and drawing it to the desired end-product diameter. With the advancement of technology, a faster and more efficient seamless cored wire production process has been developed. In this method, the core is filled into the U-shaped strip as in the production of seamed cored wires, then the strip is rolled into a circular form and the edges are welded seamlessly with a laser beam. Since there is no gap in the seamless cored wires, contrary to the seamed cored wires, the risk of moisture absorption of the core is automatically eliminated. TYPES OF FLUXCORED WELDING WIREWhat are the advantages of Seamless Cored Wire?In Seamless Cored Wires, the risk of hydrogen-induced cracks is minimized as the seamless design prevents re-absorption of moisture. Since seamless cored wires have very low moisture contents in the core and it is virtually impossible to pick up moisture under normal storage and operation conditions, the need for special vacuum packaging is eliminated.Another advantage of Seamless Cored Wires is the possibility of copper coating. Copper coating protects the wire surface against corrosion, prevents friction in the passage through the liner and contact tip during welding and greatly enhances wire feedability. Finally, thanks to the copper coating, the electrical resistance between the wire and the contact tip is considerably low, resulting in a much more stable arc, cooler contact tip and nozzle, thus in turn, reducing nozzle wear and cooling requirements.Since the production of Laser Welded Seamless Flux Cored Wire requires a distinct technology, knowledge, know-how and experience, the number of companies in the world that can offer products with premium quality still is very limited. Gedik Welding is proud to be the only leading and pioneering company in this field in Turkey and has taken its prestigious position in global competition to a higher level.

GeKaWeldSim Realistic Welding Experience
GeKaWeldSim Welding simulators based on Virtual or Augmented reality (VR or AR) system are systems that provide an extremely close to reality welding experience consisting of welding machine, welding mask, welding table, welding electrode holders in original shapes and weights, MIG / MAG and TIG torches. The systems, which can simulate the welds made in different welding methods one-to-one, detect and analyze the errors made during welding, are especially preferred for training purposes in educational institutions and industrial enterprises that want to train welders.Since there is no consumption of consumables and main materials to be welded in welding simulators, training costs are minimized, while occupational safety risks that may occur during training are eliminated.With Welding Simulators, Shielded Metal Arc Welding (SMAW), Gas Metal Arc Welding (GMAW-GTAW), Flux Cored Arc Welding (FCAW) processes can be simulated in full detail. Parameters such as feed speed, feed angle, working angle, arc length distance, position, distance between the contact nozzle and the workpiece can be monitored live on the analysis screen, while welding defects such as insufficient penetration, slag inclusion, burning groove, porosity, poor drop placement, excessive convexity / concavity, incorrect weld size, excessive spatter can be monitored and reported together with their location on the seam, providing a detailed performance analysis.

Smart choice for Underwater
SMART CHOICE FOR UNDERWATER In recent years, more than 50 percent of developed oil deposits and natural gas pipelines are located under the sea, increasing offshore development to develop and exploit mineral resources. Underwater welding plays a special role in the maintenance and repair of modern offshore installations, pipelines and ships. The large amount of underwater structures used in oil and gas production and the increasing intensity of maritime transportation constitute the technological cornerstone of economic development and strategic issues. Gedik Welding has produced Turkey's first domestic underwater welding electrodes as a product of its long years of knowledge and experience in the welding industry. These electrodes have been designed and formulated to produce welding metal with unrivaled, high-performance standards in the field for structural underwater wet welding in all sectors, including offshore oil and gas pipelines, commercial vessels, coastal industries and nuclear facilities. It is available for assembly and repair welding in water depths up to 20 m for offshore and harbor construction, shipbuilding and underwater engineering.Meets Class A Source CriteriaMetal arc welding with covered electrodes with rutile character is the most common underwater welding method used. GeKa UW E7014 is a rutile covered electrode developed for underwater welding with a waterproof coating. AWS A5.35/A5.35M: 2015 standard requirement and AWS D3.6M:2017 Class A quality level. A premium underwater welding electrode with excellent properties that fulfills the "Class A" welding criterion in all positions for both inside fillet and butt welds of pipe and sheet joints according to the international AWS D3.6M:2017 standard. The electrode consists of a specially formulated high efficiency rutile coating that offers a continuous weld seam.Waterproof CoatingThe electrode cover needs to be protected from the water environment by a waterproof coating. In order for underwater welding electrodes to provide high quality weld metal, the waterproof coating is expected to prevent moisture from penetrating the electrode cover, while at the same time allowing it to burn without undue interference with metal transfer. The waterproof coating protects the electrode cover from water and moisture. It also provides the highest level of protection against physical damage to the electrodes, while providing electrical protection for the diver underwater. The soft breakable electrode tip prevents contact of the electrode cover with water, even if it has to remain underwater until welding. Thus, the electrode continues to retain its rutile cover properties during welding. GeKa UW E7014 electrodes are comfortable to use in both fresh and salt water, perform exceptionally well in any position and are specially designed to produce high quality welds at different depths on a variety of carbon steels. With its outstanding user-friendly features and enabling long working times underwater, GeKa UW E7014 is destined to become the electrode of choice for professional welders worldwide. More stable burning and less spatter during welding than other underwater welding electrodes. Easy slag cleaning for the welder. The electrode is easy to re-ignite and the molten metal deposition rate is highly efficient and excellent seam appearance is achieved.Effective and fast solutionInternational interests to develop and exploit the oceans and their mineral resources have allowed the development of offshore gas and oil fields, offshore construction and hence underwater resource development. Underwater welding has been used for construction and maintenance work, but mostly for temporary repair work. Failure of parts underwater can be caused by collisions of ships, unexpected accidents or corrosion. Underwater welding is an effective and fast solution as it can be done immediately after the accident without the need to remove the structure from the water. Underwater welding is also applied in the manufacture of large ships and offshore structures that do not fit into the dock. Underwater welding is also applied to the installation and maintenance of pipelines. GeKa UW E7014 electrodes are available in Ø3,20 and Ø4,00mm. Welding should be performed in accordance with the parameters specified in the catalog.Protective equipment and diving equipment in accordance with occupational safety rules must be used before all stages of use. The most important issue in underwater welding is the availability of welding and welding safety equipment. Due to the high safety risks, great importance and responsibility for carrying out these activities lies with trained human resources, including surface divers and the organizational team. GeKa UW E7014 electrodes are designed to be used in all positions, even for less experienced divers. At the same time, in the hands of more experienced divers, welding can be performed allowing a friendly, controllable arc characteristic. Welding pliers and torches should be as insulating as possible, allowing as little current to escape as possible. Attention should be paid to the angle and height of the grip in welding due to the effect of pressure under water. Attention should be paid to the applicability and accuracy of welding positions.
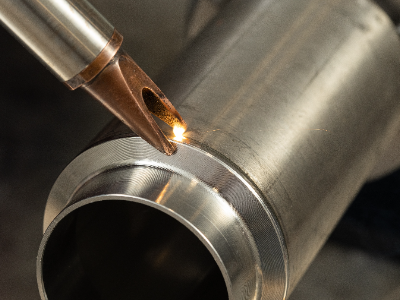
Laser Welding Technology: Fast, Efficient and Environmentally Friendly
Fast and Efficient: The Power of Laser Welding Technology!Laser welding technology, which is rapidly increasing in use due to its fast and efficient compared to conventional welding methods, enables welding and cutting with low heat input and minimal deformation.Easy to Use, No Professional Knowledge Required: Laser Welding AdvantagesIt is very easy to use and eliminates the need to be an experienced welder as it does not require professional knowledge and experience to weld. The fact that it is much faster than traditional welding methods is one of its salient features.Environmentally Friendly and Energy Efficient: The Environmental Contribution of Laser WeldingThe laser's photoelectric conversion efficiency results in up to 30% less energy consumption and is therefore environmentally friendly. Thanks to the very low heat input in the laser welding process, penetrating, deformation-free and resistant welds can be obtained even in the thinnest materials.Fiber laser welding machines, which are available in our product range with 3 different power options as GeKaLaser 1000, GeKaLaser 1500, GeKaLaser 2000, offer the possibility of cutting and cleaning as well as joining various materials such as unalloyed steel, stainless steel, aluminum, copper, brass with the 3IN1 feature, while eliminating additional labor costs as there is no need for leveling and grinding processes after welding with continuous welding mode.Precise Solutions for Different SectorsOur GeKaLaser Laser Welding machines offer precise solutions in many applications and sectors such as industrial kitchen manufacturing, furniture shelf and scaffolding manufacturing, machinery manufacturing, railing and window manufacturing, advertising and lighting sector, automotive, medical, aviation sector.
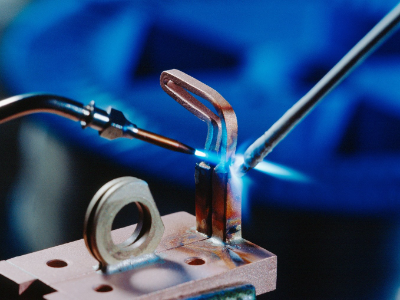
Brazing with Oxy Gas Flame
What is Brazing, How Is It Done?The joining of different or same type metals with a heat source using an additional solder alloy that melts above 450 °C is called brazing. The joining process takes place with the metallurgical bond formed by the transfer of atoms called diffusion between the additive metal and the metals to be combined.Where is Brazing Used?The brazing process allows the economical joining of different types of materials with different cross-sectional thicknesses. Therefore, it is preferred in many sectors such as automotive, white goods, aviation and space industry, heating-ventilation, gas armatures production, food sector, and medicine sector. It is also widely used in pipe connections carrying oil, air and fuel where impermeability is important.In brazing joints, in the metals to be joined, unlike welding, melting does not occur. Since there is no significant change in the crystal structure of the material, the homogeneity of the internal structure of the metal is preserved. As the brazing temperature is above 450 °C and lower than the melting temperatures of the soldered metals, deformations caused by high temperatures do not occur in the welded joints.The molten metal solidifies by spreading between the parts to be brazed by capillary action (with capillary tube forces). It is recommended that in order to take advantage of the capillary effect, the spacing of the parts to be brazed should be set between 0.05-0.5 mm. In larger soldering intervals, the capillary effect cannot be benefited from. All elements that will prevent the attachment and flow of the additive metal between the material surfaces to be joined should be removed before the brazing process. Elements such as oil, rust, and paint on the material surface cleaned by brush, sandpaper or suitable chemical methods should be taken to the brazing process without waiting for too long.When the brazing process of the surface-cleaned materials is started, oxide formation starts on the surfaces due to the heat. Fluxes are used to prevent and clean this oxide formation. Fluxes melt 50 °C before the operating temperature, increasing the fluidity of the additive metal while cleaning the oxide.The selection of fluxes that prepare the melt joint zone for brazing before the filler metal is made according to the filler metal. While GeKaTec FLUX F-SH1 fluxes are used for the use of silver alloy brazing rods, it will be appropriate that GeKaTec FLUX F-LH1 fluxes are preferred for brazing aluminum and its alloys. The selection of these related fluxes is determined by the melting temperatures of the materials to be brazed.Self-flux coated brazing rods such as GeKaTec L-Ag20 FC or GeKaTec L-Ag40 FC provide convenience to the user in practice. In addition, since GeKaTec S5 brazing rods, which are frequently preferred, have very high fluidity, they can be used without flux in joining copper to copper.In the selection of the additive metal, it is desired that the melting point of the main metal be at least 200 °C higher than the melting point of the additive metal. Color compatibility can also appear to us as an important criterion in the selection of additional filler materials that are expected to match the mechanical properties of the main material to be brazed.Flame Types in Oxy-Gas Flame BrazingNeutral Flame: It is the type of flame in which the ratios of combustible gas (acetylene) and oxygen are equal. It is generally preferred for brazing metals such as steel and copper.Carburizing Flame: Flames with high flammable gas ratio are called carburizing flames. Its burning is calmer. Its flame cone is longer than normal flame. It is preferred in brazing of cast irons, in order to prevent oxygen content in brazing of aluminum and its alloys, the surface of which is easily oxidized.Oxidizing Flame: It is the type of flame with high oxygen ratio. Its burning is harsh. The highest temperature values are reached in this type of flame. It is used for brazing brass having zinc evaporation problem.
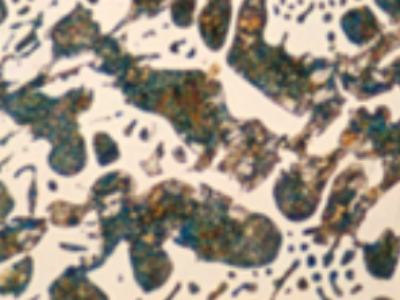
Advanced Casting Technologies/Chill Problem
Every engineer working in foundries has encountered the problem of chill at some point in their career. This problem, which occurs particularly in thin sections, is often associated with high cooling rates and/or insufficient inoculation. For this reason, foundries dealing with chill problems usually try to find a solution by increasing the amount of inoculant used or by experimenting with different inoculant materials. Although this may seem like the first solution that comes to mind, there may be a different underlying cause behind the formation of chill.THERE MAY BE A DİFFERENT REASON FOR CHİLL PROBLEM THAN YOU THİNK.This structure, which we call “chill” (English: chill), is actually a carbide structure known in metallurgy terminology as white cast iron. When conditions suitable for graphite decomposition are not provided during the eutectic transformation, the carbon dissolved in the liquid cannot separate as a separate phase in the form of graphite. As a natural consequence, carbon atoms remain dissolved in the liquid metal. During eutectic solidification, the carbon cannot be expelled from the liquid and solidifies, resulting in the hard and brittle structure we call carbide (chill).When most foundries encounter the problem of chill, they may increase the amount of inoculant they use to solve the problem, based on the scenario described above. Although this may seem like the first solution that comes to mind, there may be a different underlying cause for the chill. To identify the true cause of chill formation and determine the correct solution, examining the microstructure of the formed carbide under a microscope often provides valuable insights.For example, if the formation of chill is really due to high cooling rates in thin sections or a problem related to overheating, then we see that the carbide has formed in a ledeburite structure (left image). When we examine this structure under a microscope, we see dark-colored islands within a continuous carbide phase that appears light in color.Carbides formed in cast iron can also be seen under a microscope in the form of thin rods. These carbides, which actually precipitate in plate-like structures, appear as rods in a two-dimensional image taken through a cross-section. If the chill structure appears as rod-like carbides under a microscope, it can be concluded that too much Mg was used in the spheroidization process or that the amount of silicon, which is a graphitizing agent, was insufficient. Since magnesium is an element that tends to form compounds with both oxygen and sulfur, when an excessive amount of Mg is used, we observe that the oxygen and sulfur levels in the liquid drop to very low levels. As explained in various articles and lectures we have published on inoculation, a certain amount of oxygen and sulfur must be present in the liquid for the inoculant added to the liquid metal to function properly. When oxygen and sulfur levels drop to very low levels, graphite decomposition cannot be achieved, resulting in the inevitable formation of scale.In the case of reverse chill, we see that the carbide particles exhibit a similar structure resembling a rod. This situation, which is observed mainly in large and circular sections, occurs due to the accumulation of carbide-forming elements in the liquid and their clustering in the middle section, resulting in a strong carbide-forming effect in this area.Although chill is generally associated with rapid cooling and/or insufficient inoculation, we can see that this problem can also arise due to different causes. As explained above, a simple metallographic analysis allows us to identify the true cause of the problem and the correct solution. In other words, instead of relying on memorized methods, taking the time to examine the issue more closely enables us to easily identify the root cause and the appropriate solution.

Tungsten Electrode Selection
What is Tungsten Electrode?Tungsten electrodes, which ensure the welding process on the workpiece by carrying the current required for arc formation, stand out among the components in TIG welding. The selection of tungsten electrodes, which vary in current carrying capacity, arc characteristics, service life, re-ignition performance with different alloys, is important for welding performance.Where Is Tungsten Electrode Used?Tungsten electrodes, which are indispensable components of TIG welding, can be used for TIG welding of unalloyed and low alloyed materials, stainless and aluminum, depending on their types. Parameters such as the type of material to be welded and the type of current to be used in welding are important in their selection.Tungsten Electrode Types and their PropertiesGreen (Pure) Tungsten ElectrodesWhile unalloyed, pure tungsten electrodes have advantages over other types of tungsten electrodes in terms of cost, they are used especially in TIG welding of aluminum and magnesium alloys. These electrodes with high arc stability are used with AC current.Gray (2% Cerium Alloy) Tungsten ElectrodesCerium alloy electrodes are particularly used for welding unalloyed and stainless steels. It can be used in both DC and AC current type. While it is more preferred to be used in DC current, it has approximately 35% more current carrying capacity than pure tungsten electrodes in AC current.Although its service life is long, its ignition and re-ignition performance is quite high.It is not radioactive. Therefore, it is more environmentally friendly than Thorium alloy tungsten electrodes.Gold (1.5% Lanthanum Alloy) and Blue (2% Lanthanum Alloy) Tungsten ElectrodesLanthanum alloy tungsten electrodes, which provide very high performance especially at low current values, are called Gold and Blue Tungsten Electrodes according to the amount of lanthanum they contain. Lanthanum alloy tungsten electrodes are not radioactive. Their service life is long and their re-ignition performance is high.Lanthanum alloy tungsten electrodes, which are good for use in automation welding, are suitable for use in both AC and DC currents. It is preferred for welding of unalloyed and stainless steels.Red Tungsten (2% Thorium Alloy) ElectrodesWhile it has a very high current loading capacity thanks to the thorium it contains and is highly resistant to oxidation and pollution. They are easy to ignite and form a more stable arc.Thorium alloy electrodes contain a low amount of radioactive material. It is important for users to pay attention to the points in the SDS form of the product.They are mainly used with DC current. Their service life is long. It is generally preferred for welding carbon steels and stainless steels.

Cored Wire Uses and Advantages
What is cored wire and what are its uses? The use of cored wires, which are produced by forming steel strips into a pipe form and filling them with various chemicals in powder form, is becoming widespread in many sectors fast. The use of cored wire for different methods such as joining, hard facing, repair, and maintenance welding has begun to prevent the use of solid wire and electrodes.So, why are cored wires, which have relatively higher prices, started to be preferred more than traditional methods? Let us try to scrutinize the prominent features of the method such as the advantages it provides in reducing the total production costs, the quality of the weld and weld metal deposition rate.Advantages of Cored Wire Compared to Solid Arc Welding WiresThe higher weld metal deposition rates provided by cored wires compared to solid wires directly affect manufacturing times. Low burr formation despite high deposition rate reduces the labor costs required for burr cleaning after manufacturing. In addition, the cored wires, which provide larger droplet weld metal transfer, provide excellent penetration for the weld surface sidewalls.One of the most important advantages of cored wires over solid wires is that they allow welding in all positions. Penetration welds can be carried out at high welding speeds with the use of cored wire, even in processes where the control of the weld pool is difficult, such as overhead and vertical welding positions.Advantages of Core Wires Compared to Covered ElectrodesThe cored wire technology, which has rapidly replaced the use of welding electrodes, stands out particularly with its production speed and efficiency advantages. In the welding electrode application, the stops that occur at the end of each electrode due to the nature of the work are eliminated by the mechanized cored wire welding method used with a gas metal arc welding machine.The unusable waste that occurs at the end of the electrode while welding with the electrode is also a negative point for production efficiency.As the weld metal deposition capability of cored wires is better than electrodes, it is understandable that it is a natural process for core wire technology to replace the use of electrodes, considering the advantages it provides in view of production efficiency and speed.Flexibility to Intervene with Formulation according to NeedsCore wires can offer solutions by applying different formulations by the manufacturer to meet the needs of the material to be welded. In particular, the low welding capabilities of high alloy solid gas arc welding wires can be eliminated with the use of cored wire with suitable formulations.Improvements in weld quality and advantages in mechanical values of the weld metal should not be overlooked with appropriate formulations.DeoxidationWhile the cleanliness of the material to be welded directly affects the quality of the weld, we often encounter situations where the surface cleaning process cannot be performed 100% due to the additional labor costs and the dynamics of the production that competes with time, particularly in project-based works. It is possible by means of using cored wire to remove the elements that cause problems such as pores and cracks, which adversely affect the weld quality, like oil, rust, and dirt remaining on the material, from the weld pool by trapping them in the welding slag, especially thanks to the deoxidizing chemicals in the cored wire.Other Important Advantages and Applications of Cored WireThe protective atmosphere created by the core material during welding ensures that cored wires are preferred in sectors where open air welding is required, such as the shipyard and construction sector. Especially gas-free, self-protected types of cored wires minimize gas consumption costs and eliminate the negative impacts of open-air working conditions that adversely affect the weld pool. Core wires such as Hardcor 65 O, Hardcor 63 O are frequently preferred in hard filling applications.GeKa Elcor R 71 rutile type cored welding wires, which are used with CO2 gas as a shielding gas, provide production efficiency with their high melting capacity and the possibility of welding in any position at high current intensities. GeKa Elcor R 71, which is frequently preferred especially in shipyards, steel construction, and machinery manufacturing, stands out with its low hydrogen level (H5). Thanks to the low hydrogen content in the weld seam, cracks due to hydrogen can be prevented. Thanks to the CO2 gas, which has a lower cost compared to the mixed gas, savings in shielding gas costs are achieved.Gedik Welding, which has a wide range of cored wire products according to the variety of materials to be welded and welding method, continues its studies to develop new products in line with customer needs.

Difference Between Acetylene and Propane
What is the Difference Between Acetylene and Propane Cutting, Which Cut is More Advantageous?Acetylene and propane gases, which are frequently preferred in cutting, welding, and annealing works together with oxygen as flammable gas, have different advantages and disadvantages when compared to each other. In both of them, it is important to use the right equipment in order to get healthy results in terms of quality, cost, and efficiency.Before scrutinizing acetylene and propane gases in comparison with their results such as quality, cost, performance, it is necessary to briefly provide information about questions such as what acetylene gas is, what propane gas is, what is it for, what are the areas of use.Although acetylene (C₂H₂) is a triple bond carrying hydrocarbon, it is not toxic but acts as an asphyxiant at high concentrations. It is a very flammable and combustible gas. It is used in cutting and welding works. Acetylene is passed through hot copper pipes and a substance called benzene is obtained. Benzene is used as a raw material in the production of many organic substances. It is also widely used in the production of plastics in the chemical industry.Propane (C3H8) is a colorless gas composed of carbon and hydrogen. It is used as a flammable gas in welding and cutting works as in acetylene gas. Liquid petroleum gas (LPG) contains lots of propane. In industry and our daily life, it is also used as a fuel in forklifts and many buses, as a tube in homes, in kitchens, and in generators to provide electricity.Cutting processWhen the flame temperatures are compared, we see that the oxy-acetylene flame reaches higher temperature values than the oxy-propane flame.Oxy-Acetylene:3100°COxy-Propane: 2800°CNevertheless, when the two mixture gases are examined as heating value, the fact that the heating value of the flame formed by oxy-propane gas is higher attracts attention.Oxy-Propane: 95,758 KJ/m³Oxy-Acetylene: 54,772 KJ/m³The higher flame temperature of oxy-acetylene is not sufficient for it to be preferred over oxy-propane alone. The high focused heat release capacity of oxy-acetylene gas allows it to cut holes faster. Cutting thin sheets can be made more practically with oxy-acetylene.Higher heating value of propane gas provides an advantage in cutting thick-sectioned parts. The area under the influence of heat is narrower than the cutting process with oxy-acetylene. The fact that the flame focus is lower than the acetylene gas reduces the risk of wearing off the edges by melting during cutting. Edge cutting quality is higher than oxy-acetylene. Oxy-propane gas is often preferred particularly in shipyards where thick-section parts are used.Welding ProcessOxy-propane is not preferred much in oxy-gas welding. The structure of the oxy-acetylene flame allows welding to be performed by cleaning the surface of the material to be welded and creating a suitable shielding gas. Oxy-propane gas can be used in a soldering process. However, the use of oxy-acetylene gas generally gives better quality results in a soldering process.Annealing ProcessWhile acetylene gas creates a hotter flame, the fact that the propane gas creates a flame at a higher temperature as a result of its high calorific value, and the use of oxy-propane is preferred as it increases the annealing efficiency.Acetylene and Propane Cost DifferencesThe amount of oxygen needed by propane gas to react with oxygen gas to form a flame is higher than that of acetylene. While 1 liter of acetylene gas can react with approximately 1 liter of oxygen gas, 1 liter of propane gas reacts with approximately 4 liters of oxygen gas and creates a flame. Hence, the oxygen gas consumption is about 4 times higher when propane is used.The cost of propane gas is lower than acetylene gas. As the usage cost of which gas is more advantageous may vary depending on the place and purpose of use, the practical calculation of gas consumption in the production processes will give the most accurate result. However, the use of oxy-propane gas generally brings along lower costs.SafetySince acetylene gas is an unstable and unbalanced gas, it is suitable for being separated into its components. Therefore, when it is compressed with a pressure of more than 2.5 atmospheres in the free state and its temperature increases, the carbon and hydrogen in its composition start to decompose. At the same time, it explodes by increasing its pressure 11 times without ignition and combustion. As a result, pressures higher than 1.5 atmospheres are not permitted in acetylene production devices.The result of this situation should not be perceived to mean that propane gas is a safer gas than acetylene. While acetylene gas is lighter than air, as a result of the fact that propane gas's specific gravity is heavier than air, any propane leak in a confined space can precipitate onto the floor and cause poisoning. If propane gas does not receive enough oxygen while reacting with oxygen gas, incomplete combustion may occur, giving carbon monoxide to the environment and posing a risk of poisoning.Both gases become flammable and explosive as a result of their compounds with air and oxygen at certain rates. Flame check valves must be used for work safety.In both methods of cutting acetylene and propane, it is important to use the right equipment to obtain healthy results in terms of quality, cost, and efficiency. To examine our products in detail, you can review the Gekamac Gas Fixtures product page.

What is Additive Manufacturing (WAAM)
Elements such as a clean environment, low cost, speed in production and raw material savings have led to the emergence of the method in the industry under the names "3D-Printing" or "Additive Manufacturing." Additive manufacturing is based on the principle of creating (mainly using welding technology) a geometric structure by stacking the raw material in the form of layers without removing machining, as opposed to traditional machining methods."Wire Arc Additive Manufacturing - WAAM," which is one of the additive manufacturing methods, is the most suitable additive manufacturing method for low production costs, high deposition rates, and the production of fast and large parts. The name WAAM is given to the production of parts with robotic welding technology according to the 3D drawing of the part to be produced using welding wire. In our content, the details of the question of what is additive manufacturing, which is one of the topics that are a matter of curiosity in the sector, are included.Other additive manufacturing methods generally use metal powder instead of welding wire, and laser beam or electron beam as arc welding. Since there is still no strong metal powder production technology in our country, additive production using powder has to be entirely dependent on abroad. Another disadvantage of these powders imported from abroad is that they have high cost.Advantages of Additive Manufacturing (WAAM)Unlike traditional subtractive methods, the WAAM method is based on a layer-by-layer part production approach. Thanks to this, the material is collected only in the required dimensions and close to its final shape, and the material is saved. With the WAAM method, metallic parts can be produced on a larger scale than powder-based additive manufacturing methods. As the robot arm used in the process has more mobility as it can reach, it allows the production of large and complex parts that cannot be produced by powder-based methods.The WAAM process is a method that also allows for personalized production. It reduces production investment costs for manufacturers with a varying product range. It also provides cost savings in mold design and workmanship as no special gauge/mold tools are needed during the production phase. It provides efficiency by reducing labor and time. Because it is also used in repair maintenance and repair works, it also makes it possible to manufacture spare parts fast. The welding wire used as a feed material in the WAAM process is cheaper and has higher accessibility than the metal powders used in powder-based methods. As the WAAM process is a resource-based method, it consists of cheaper and ready-made equipment compared to other methods. The surface treatments in the WAAM process are relatively less compared to other additive manufacturing methods, and it enables the production of the parts desired to be produced with the closest versions to their final state.Uses of Additive ManufacturingAdditive manufacturing method can be used in many fields, particularly in aviation and space, automotive, maritime, oil & gas, and renewable energy sectors.Innovative ApplicationsIstanbul Gedik University Welding Technology Application and Research Center and Gedik Welding R&D Center conduct joint R&D studies on innovative applications of WAAM Technology. Dr. Uğur Gürol, Welding Technology Application & Research Center and Gedik Test Center Manager, says that this knowledge of Gedik Welding, which can develop and produce welding wires with different characteristics used in WAAM Technology in accordance with WAAM and apply them with a robotic system, has a strategic importance for the technology in question.Gürol said, “The welding wire (as solid or cored wire) required for WAAM is made suitable for this technology by making the necessary improvements. The GeKa WAAM Product Catalogue and system will be presented to the market at the SCHWEISSES & SCHNEIDEN Fair to be held in Germany soon.”Within the scope of WAAM projects carried out in partnership with Gedik Welding R&D Center and Istanbul Gedik University with this purpose, the first parts have been produced successfully by using solid and cored welding wires and a welding robot. At the same time, he stated that these studies are supported by national and international projects.Future TargesThe R&D studies conducted at Gedik Kaynak R&D Center are aimed at producing this technology with the welding technology of “Bi-Material;” that is, complex parts containing more than one material. The additive manufacturing method carried out using two different materials in the future manufacturing sector is particularly important for the defense industry. In this field, it was aimed to create a product by using two different materials (for example, low alloy welding wire and stainless welding wire) in the additive manufacturing method in the Gedik Kaynak R&D center, and the results of the studies were turned into scientific articles and published in "The International Congress on 3D Printing (Additive Manufacturing) Technologies and Digital Industry” (3D-PTC2021).

We are participating in the SCHWEISSES & SCHNEIDEN Fair
The Schweissen & Schneiden trade fair, the undisputed number one event in the welding and cutting industry, will bring together all experts in joining, cutting, and surface treatment technologies at the Messe Essen exhibition grounds.